


научно-практический
журнал


Новости редакции
Дорогие читатели! Представляем вам первый номер 2026 г., в котором мы собрали ряд интересных материалов, посвященных вопросам современной логистики.
Рады представить вам итоговый выпуск журнала в 2025 г. и сообщаем, что «ЛОГИСТИКА» открывает новую страницу своего развития, начиная сотрудничество с Фондом «Кристалл роста», а значит, информационная насыщенность издания изменится в качественно лучшую сторону.
Дорогие читатели! Рады представить вам одиннадцатый выпуск журнала в 2025 г. В номере много актуальных и полезных материалов, которые, надеемся, не останутся без внимания.
Статья недели:
ФОТО НЕДЕЛИ

ЦИТАТЫ
 |
 |
 |
 |
 |
 |
 |
 |
 |
Рубрика:СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
«Апостор» предлагает решения по автоматизации для фармацевтической промышленности в России
10 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
«АПОСТОР» ПРЕДЛАГАЕТ РЕШЕНИЯ ПО АВТОМАТИЗАЦИИ ДЛЯ ФАРМАЦЕВТИЧЕСКОЙ ПРОМЫШЛЕННОСТИ В РОССИИ
Услуги логистики для оптовой торговли фармацевтической продукцией должны удовлетворять специальным условиям. Компания KNAPP предлагает инновационные решения для всех технологических этапов цепочки поставок в сфере здравоохранения.
Компания KNAPP начала сотрудничать с «Апостор» (Apostore) в 2012 г., а в 2014 г. приобрела долю в размере 49% уставного капитала группы компаний «KHT/Apostore». Вместе c этими компаниями KNAPP инвестировала денежные средства во второе ключевое направление деятельности – комплектовочные автоматы для оптовой торговли фармацевтической продукцией. Спустя несколько лет успешного сотрудничества, KNAPP в начале этого года увеличила долю своего участия в «Апостор» и стала 100-процентным владельцем «KHT/Apostore».
 Оптовые фармацевтические компании, производители фармацевтической продукции и аптеки по всему миру пользуются технологиями KNAPP и «Апостор». «В настоящий Компания KNAPP начала сотрудничать с «Апостор» (Apostore) в 2012 г., а в 2014 г. приобрела долю в размере 49% уставного капитала группы компаний «KHT/Apostore». Вместе c этими компаниями KNAPP инвестировала денежные средства во второе ключевое направление деятельности – комплектовочные автоматы для оптовой торговли фармацевтической продукмомент мы можем рассказать о многих успешно реализованных проектах в России. Я твердо уверен, что мы должны продолжать эту успешную деятельность», – заявил Кристиан Бауэр, управляющий директор группы компаний «KHT/Apostore».
Оптовые фармацевтические компании, производители фармацевтической продукции и аптеки по всему миру пользуются технологиями KNAPP и «Апостор». «В настоящий Компания KNAPP начала сотрудничать с «Апостор» (Apostore) в 2012 г., а в 2014 г. приобрела долю в размере 49% уставного капитала группы компаний «KHT/Apostore». Вместе c этими компаниями KNAPP инвестировала денежные средства во второе ключевое направление деятельности – комплектовочные автоматы для оптовой торговли фармацевтической продукмомент мы можем рассказать о многих успешно реализованных проектах в России. Я твердо уверен, что мы должны продолжать эту успешную деятельность», – заявил Кристиан Бауэр, управляющий директор группы компаний «KHT/Apostore».
На ежегодном мероприятии «MOVE», организуемом KNAPP и прошедшем в начале сентября этого года в Москве, обсуждались перспективы автоматизации в российской фармацевтической отрасли. Российские клиенты имели возможность напрямую пообщаться с сотрудниками компаний KNAPP и «Апостор».
Согласно недавнему докладу «Germany Trade & Invest» в России наблюдается рост фармацевтического рынка. В ближайшее время правительство планирует значительно увеличить долю отечественных препаратов на рынке. Растут также сегменты экспорта и импорта лекарственных средств. На фоне этих изменений немецкие компании активизировали свою деятельность и начали воплощать в жизнь все новые и новые проекты. Например, немецкий производитель Bionorica планирует построить в России свой новый завод, который будет находиться в Воронеже, в 500 км к югу от Москвы. Как нельзя кстати оказался пилотный проект правительства, предлагающий решения по автоматической маркировке лекарственных средств. Для эффективного контроля за ценами и качеством продукции в аптеках в будущем предлагается наносить QR-код на лекарства. До конца 2017 г. эта маркировка будет оставаться добровольной, а с 2018 г. – станет обязательной. Регуляторы в настоящий момент занимаются разработкой нововведений в рамках Евразийского экономического союза. ЕАЭС, в состав которого входят пять государств – участников, утвердил общие правила для рынка лекарственных средств и медицинских изделий.
 «Фармацевтические компании в России все чаще отказываются от собственных логистических мощностей, что позволяет им объединить свои основные компетенции и найти надежную логистическую компанию в рамках аутсорсинга. Мы как раз и являемся таким партнером», – объясняет Франк Россбах, генеральный директор представительства KNAPP в России.
«Фармацевтические компании в России все чаще отказываются от собственных логистических мощностей, что позволяет им объединить свои основные компетенции и найти надежную логистическую компанию в рамках аутсорсинга. Мы как раз и являемся таким партнером», – объясняет Франк Россбах, генеральный директор представительства KNAPP в России.
Среди клиентов «Апостор» в России аптечные сети от Хабаровска до Краснодара. В настоящее время ведутся переговоры с клиентами в Москве, городах Сибири и Алтайского края. Илья Ратников, менеджер по продажам «Апостор» в России, уверен в том, что многие российские клиенты фармацевтической отрасли делают ставку на качество и надежность, поэтому выбирают решения группы компаний KNAPP.
При помощи решений «Апостор» группа компаний KNAPP осуществляет комплектование изделий на всем протяжении цепи поставок в сфере здравоохранения, вплоть до точек продаж. «Для выхода на лидирующие позиции на рынке во всей фармацевтической отрасли KNAPP и “Апостор” инвестируют в такие технологии, как, например, KNAPP-Store: это решение можно успешно применять как для оптовой торговли фармацевтической продукцией, так и в основной деятельности аптек», – сообщил Кристиан Бауэр.
Проектирование структуры логистического центра методом системной планировки размещения оборудования
Любовь Бережная, Екатерина Куценко9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
Метод системной планировки размещения оборудования применяется для проектирования производственных систем, однако достаточно ограниченно в сфере предоставления услуг. Логистический центр является совокупностью взаимосвязанных подразделений, поэтому данный метод также может быть применен.
Ключевые слова. Логистический центр, метод системной планировки размещения оборудования, SLP.
Альтернативная защита для складского пола: российские технологии со знаком качества
9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИАЛЬТЕРНАТИВНАЯ ЗАЩИТА ДЛЯ СКЛАДСКОГО ПОЛА:
РОССИЙСКИЕ ТЕХНОЛОГИИ СО ЗНАКОМ КАЧЕСТВА
Промышленные наливные полы выступают надежным решением, когда речь идет о строительстве или ремонте коммерческих зданий. Такой вид покрытий отличают привлекательный внешний вид, прочность и высокие эксплуатационные характеристики. Несмотря на эти достоинства, технология создания наливного пола является трудоемкой и дорогостоящей, а девелоперы все чаще стараются выбирать альтернативные решения, в частности покрытия на основе полимеров.
Качественное покрытие по разумной цене
 Разработка российских специалистов, полиуретановый материал «ПОЛИПЛАСТ-100», – разумная альтернатива наливным полам. Особое внимание на это покрытие стоит обратить компаниям, эксплуатирующим склад. Надежное и эстетичное покрытие для пола не потребует больших затрат: стоимость покрытия одного квадратного метра полиуретановой эмалью составит 175 руб. Создание наливного пола такой же площади обойдется в 8 раз дороже – 1500– 1700 руб. и выше.
Разработка российских специалистов, полиуретановый материал «ПОЛИПЛАСТ-100», – разумная альтернатива наливным полам. Особое внимание на это покрытие стоит обратить компаниям, эксплуатирующим склад. Надежное и эстетичное покрытие для пола не потребует больших затрат: стоимость покрытия одного квадратного метра полиуретановой эмалью составит 175 руб. Создание наливного пола такой же площади обойдется в 8 раз дороже – 1500– 1700 руб. и выше.
Необходимо отметить, что разработчики материала, специалисты АО «ПКФ Спектр», постарались максимально упростить технологию его нанесения: специальные навыки или техника не требуются, окрашивание бетона или металла может быть выполнено с помощью обычных малярных инструментов. Несмотря на простоту работы, важным преимуществом материала является высокая износоустойчивость покрытия, а также способность состава сохранять свои свойства при контакте с кислотами и ГСМ. Наличие полиуретана в рецептуре покрытия, а также специальные добавки позволяют отлично переносить удары и давление груза, трение, действие моющих средств и растворов кислот, топлива, машинного масла, тосола и других агрессивных жидкостей. Система из грунта и эмали обладает достаточной эластичностью, что позволяет ей превосходно справляться с различными деформациями бетонной подложки.
Ключевым показателем, на который обращают внимание клиенты, является срок службы защитного материала. Важно понимать, что на значение этого параметра влияют несколько факторов:
■ качество исходного состава;
■ условия эксплуатации пола здания;
■ качество выполнения работы.

Отметим, что в среднем срок службы готового покрытия «ПОЛИПЛАСТ-100» составляет порядка 5–7 лет. На первый взгляд, это не очень много, но, принимая во внимание небольшую стоимость материала, это хороший результат, причем доступный практически для любой компании.
Безопасность и привлекательный внешний вид
Технологи предприятия АО «ПКФ Спектр» при разработке полиуретановой эмали «ПОЛИПЛАСТ-100» использовали минимальное количество летучих компонентов: он полностью лишен неприятного запаха, свойственного другим похожим составам. Благодаря высокому сухому остатку производить работы по защите пола возможно в самых сложных условиях: при наличии работающего персонала и техники, а также в помещениях небольшого объема, отличающихся недостаточной циркуляцией воздушных масс.
Готовое к эксплуатации покрытие, в котором завершились процессы полимеризации, безопасно для здоровья людей, находящихся в здании. Вредные выделения веществ отсутствуют на протяжении всего срока службы. Полы и площадки, окрашенные полиуретановой эмалью, отличает привлекательный внешний вид – глянцевая пленка любого необходимого заказчику цвета.
Выбирая покрытие для складского пола, помните, что у вас есть прекрасная возможность сэкономить, не потеряв при этом в качестве: полиуретановая эмаль подходит для покрытия любых бетонных и металлических полов.
Эмаль производства АО «ПКФ Спектр» можно применять для получения эффективного защитного покрытия бетонного и металлического пола: складских терминалов; цехов и производственных зданий; подсобных комнат и ангаров для хранения техники; медицинских учреждений.
АО «ПКФ Спектр»
Производство промышленных лакокрасочных материалов
105082, г. Москва, ул. Большая Почтовая, д. 26, стр. 1
Тел.: +7 (495) 640-04-14 Тел.: 8 (800) 555-64-74 (звонок по России бесплатный)
www.spektrlkm.ru

Обзор исследований холоднокатаных стоек стеллажей для хранения палет
Константин Рахилин, Евгений Сафронов, Михаил Жилейкин, Александр Понитаев9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
В статье дан обзор исследований устойчивости холоднокатаных стеллажных стоек для палетных стеллажей, факторов, влияющие на устойчивость стоек и направления современных исследований.
Ключевые слова. Стеллажи, палетные стеллажи, холоднокатаная стойка, методы расчета, деформация, потеря устойчивости, направления исследований, склад.
Как сэкономить, не потеряв в качестве с палетами CHEP (ЧЕП)
9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
КАК СЭКОНОМИТЬ, НЕ ПОТЕРЯВ В КАЧЕСТВЕ С ПАЛЕТАМИ CHEP (ЧЕП)
Деревянные палеты – многооборотная тара, без которой сложно представить существование ритейла. Палеты используют повсюду: на складах, распределительных центрах (РЦ), в торговых залах розничных магазинов. Главным критерием выбора такой тары выступает ее качество, которое напрямую влияет на безопасность сотрудников складов, сохранность груза, а также на всю цепочку поставок.
Качество складывается из мелочей
На рынке существуют высокие требования к качеству палет, поскольку в изделиях, изготовленных кустарным способом, нарушается геометрия, что приводит к ряду проблем: от риска травмы персонала до порчи товаров на палете и остановки работы автоматической линии укладки продукции. Поэтому при выборе этой тары важно обратить внимание на следующие нюансы:
■ размеры и качество деревянных деталей, расстояния между ними. Если детали бывших в употреблении изделий изношены, сломаны или отсутствуют, это может привести к поломке поддона;
■ расшатанные, торчащие гвозди нарушают прочность поддона и могут повредить размещенные на палете товары или травмировать персонал;
■ обработка древесины. В санитарных целях поддоны в России принято обрабатывать отбеливателями на основе хлора, что не только негативно влияет на природу и людей, но и снижает прочность древесины.
 На качество палеты также влияют условия эксплуатации, в ходе которой габариты груза не должны выходить за пределы изделия и превышать свою максимальную высоту и массу. В противном случае товар может накрениться, и палета сломается.
На качество палеты также влияют условия эксплуатации, в ходе которой габариты груза не должны выходить за пределы изделия и превышать свою максимальную высоту и массу. В противном случае товар может накрениться, и палета сломается.
Качественная многооборотная тара должна изготавливается в соответствии с едиными стандартами. В мире подобных стандартов существует множество. Мы же остановим свое внимание на так называемой европалете (800 × 1200), которая имеет широкое распространение в Европе. Европалеты изготавливаются по стандарту UIC 435–2 и на них можно увидеть 2 клейма: EUR (указывает на территориальную принадлежность, соблюдение европейских стандартов) и EPAL (гарантирует соблюдение технологических нормативов Европейской палетной ассоциации, создающей стандарты для деревянной тары).
 Россия пока не прошла сертификацию EPAL, но у международного стандарта UIC 435–2 есть российский аналог – ГОСТ 33757–2016 «Поддоны плоские деревянные», который вступил в силу 1 мая 2017 г. Национальный стандарт подразумевает размер тары 800 × 1200 мм (соответствует европалете). Согласно новому ГОСТу, палеты российского производства максимально приближены к европейскому, но есть и различия:
Россия пока не прошла сертификацию EPAL, но у международного стандарта UIC 435–2 есть российский аналог – ГОСТ 33757–2016 «Поддоны плоские деревянные», который вступил в силу 1 мая 2017 г. Национальный стандарт подразумевает размер тары 800 × 1200 мм (соответствует европалете). Согласно новому ГОСТу, палеты российского производства максимально приближены к европейскому, но есть и различия:
■ в Европе палеты изготавливают на современном автоматическом оборудовании, в России большая часть собирается вручную, что увеличивает количество дефектов, связанных с человеческим фактором;
■ входной контроль качества палет на Западе осуществляет EPAL, в России такой организации не существует;
■ согласно стандарту UIC 435–2, допустимая грузоподъемность европоддона почти в два раза выше и составляет 2 500 кг, против 1 500 кг для поддона по ГОСТу;
■ европоддоны проще эксплуатировать на автоматизированных складах за счет полной стандартизации изделий, они более эстетичны и снижают риски порчи продукции при хранении и транспортировке.
Единый стандарт гарантирует качество
Необходимо отметить, что низкое качество деревянных поддонов в цепочке поставок приводит к сбоям в складской логистике.
Существует ряд известных проблем, с которыми ежедневно на своих складах приходится сталкиваться производителям и ритейлерам:
■ сложность поиска одного поставщика поддонов единого стандарта;
■ низкое качество поддонов;
■ хранение пустых поддонов, необходимость их сортировки и ремонта;
■ завалы товара с поддонов, хранящихся на стеллажах склада;
■ товар при сборке выходит за границы поддона, существует риск повреждения товара;
■ проблемы при отгрузке;
■ недостача / растрата поддонов на складах;
■ закупка поддонов в соответствии с процедурами Compliance;
■ дополнительные затраты на логистику при обмене поддонами 1 к 1.
В 2017 г. на российском рынке появилось решение, позволяющее компаниям преодолеть указанные проблемы, сэкономив при этом значительные средства.
Выход из ситуации предложила компания CHEP (ЧЕП), входящая в группу компаний Brambles (Брамблс). Она является мировым лидером в области предоставления комплексных логистических решений по использованию многооборотной тары (объем пула деревянных поддонов в Европе на сегодняшний день составляет более 300 млн).
Компания CHEP (ЧЕП) не продает палеты, а предоставляет их в аренду и управляет их оборотом. Производитель товаров платит разумную арендную плату за требуемое количество палет высокого качества и единого стандарта в поставленные сроки. Оплата производится только за время эксплуатации палет. Кроме того, компания оказывает полноценный сервис по сбору палет от дистрибуторов и ритейлеров и осуществляет техническое обслуживание собственного пула поддонов более чем в 850 сервисных центрах в 60 странах мира. Компания уже открыла сервисные центры в Московской области, Тульской области, Санкт-Петербурге, в ближайшее время ожидается их открытие и в других регионах. Строительство новых сервисных центров позволит прежде всего снизить арендную ставку палет за счет сокращения расходов на доставку.
 Единый стандарт и высокое качество поддонов CHEP (ЧЕП) позволяют получить ряд преимуществ.
Единый стандарт и высокое качество поддонов CHEP (ЧЕП) позволяют получить ряд преимуществ.
1. Все палеты CHEP (ЧЕП) соответствуют единым стандартам качества (PQS), и у ритейлеров при приемке товаров не возникает вопросов. Это же касается и производителей, имеющих, как правило, перечень строгих требований к качеству поддонов, гарантию соблюдения которых может дать только CHEP (ЧЕП).
2. Все палеты CHEP (ЧЕП) соответствуют единым стандартам качества (PQS), и у ритейлеров при приемке товаров не возникает вопросов. Это же касается и производителей, имеющих, как правило, перечень строгих требований к качеству поддонов, гарантию соблюдения которых может дать только CHEP (ЧЕП).
3. Высокое качество и единый стандарт палет обеспечивают надежное хранение товара и безопасность людей.
4. Единые стандартные размеры палет CHEP (ЧЕП) сокращают количество порчи товаров, в связи с чем погрузочно-разгрузочные операции становятся эффективнее. Надежная погрузка тройками (три палето-места по ширине грузовика в ряд) гарантирована.
5. Компания CHEP (ЧЕП) является надежной международной компанией, соблюдающей все требования российского и европейского законодательства, имеет международную сертификацию менеджмента ISO и высококвалифицированных сотрудников.
6. В случае недостачи палет на складах и в распределительных центрах из-за растраты возникает необходимость профилактики подобных ситуаций. Сотрудники компании регулярно контактируют с компаниями рынка оптовой продажи палет и усиливают юридическую позицию компании CHEP (ЧЕП), осведомляя палетные компании о том, что палеты являются собственностью компании CHEP (ЧЕП) и не могут быть проданы или куплены. Ввиду быстро растущего бизнеса компании, рынок в ближайшее время будет полностью информирован о праве собственности компании CHEP (ЧЕП) на свои палеты.
7. Схема обмена палет 1 к 1 подразумевает возврат палет поставщикам в момент поставки. В случае использования поставщиком товара наемного транспорта случаются простои, так как водитель ждет возврата палет складом, усложняется логистика, и в большинстве случаев поставщику возвращаются палеты худшего качества. В конечном счете расходы на возвратную логистику палет возрастают до такого уровня, что поставщик вынужден оставлять палеты на складе клиента, не дожидаясь их возврата. Система пулинга является решением и в этом случае. Компания CHEP (ЧЕП) самостоятельно осуществляет сбор своих палет из распределительных центров и может забрать в одной машине палеты от разных поставщиков
 Преимущества работы с CHEP (ЧЕП) на этом не заканчиваются. Компания предлагает решения для автоматизированных складов, экспорта товаров с учетом необходимости разрешительной фитосанитарной документации. Кроме этого, если у компании-клиента имеются в наличии синие палеты размера 1200 × 1000 мм (британские, или индустриальные палеты), то компания CHEP (ЧЕП) готова осуществить их сбор, поскольку, стремится к бережному использованию природных ресурсов, что распространяется на ее принципы работы с партнерами и на бизнес-модель в целом.
Преимущества работы с CHEP (ЧЕП) на этом не заканчиваются. Компания предлагает решения для автоматизированных складов, экспорта товаров с учетом необходимости разрешительной фитосанитарной документации. Кроме этого, если у компании-клиента имеются в наличии синие палеты размера 1200 × 1000 мм (британские, или индустриальные палеты), то компания CHEP (ЧЕП) готова осуществить их сбор, поскольку, стремится к бережному использованию природных ресурсов, что распространяется на ее принципы работы с партнерами и на бизнес-модель в целом.
Развивая свою сеть партнеров на российском рынке, компания CHEP (ЧЕП) постоянно ищет новых партнеров как среди компаний производителей и ритейлеров, так и среди логистических провайдеров услуг. Увеличение количества участников сети пулинга дает возможность получать выгоду от участия в ней всем ее участникам.
Характеристики палет CHEP (ЧЕП)
Единый стандарт: полное соответствие новому ГОСТу 33757-2016, введенному в действие в качестве национального стандарта РФ с 1 мая 2017 г.
Размеры: 1200 × 800 мм.
Грузоподъемность: до 1000 кг Высокое качество: высококачественная древесина из тщательно отобранных пород дерева, добываемых из возобновляемых лесных ресурсов.
Отличительные признаки: синий цвет и надпись: «собственность CHEP» (ЧЕП) («property of CHEP»).
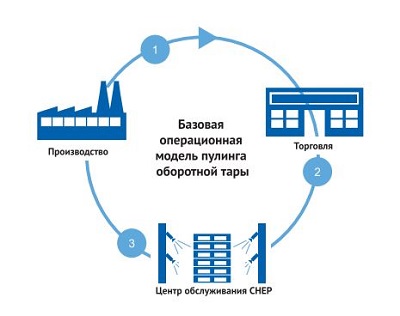
Что такое пулинг палет?
Пулинг – система оборота тары, при которой клиент берет палету в пользование, а не покупает ее. Система пулинга близка к системе каршеринга: клиент пользуется тарой, пока она ему нужна, размещает на ней товары и отправляет контрагенту. Все, что происходит с палетой после отправки по месту назначения, – забота компании CHEP (ЧЕП).
Основная экономия при переходе на систему пулинга достигается за счет сокращения административных и операционных издержек: не нужно держать запас палет на складе, заниматься их хранением, инспектированием, ремонтом, возвратом от ритейлеров.
Возвращать тару не нужно, после отправки ее с товаром в сети или в дистрибуторские центры CHEP (ЧЕП) забирает освободившиеся палеты самостоятельно. Для этого компания заключает договор с ритейлерами и дистрибуторами, согласно которому имеет право забрать пустые синие палеты, если тара не включена в стоимость изделия. Часто они оказывают компании услуги по сортировке палет и складированию их на своем РЦ. Когда на складе накопилось достаточное количество синих палет, CHEP (ЧЕП) забирает их в сервисный центр для инспекции и ремонта.
KNAPP AG применяет роевой интеллект
9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИKNAPP AG ПРИМЕНЯЕТ РОЕВОЙ ИНТЕЛЛЕКТ

В природе животные и насекомые, например, муравьиная колония или пчелиный рой, действуют как единый коллектив, интуитивно стремясь к достижению максимальных результатов при минимальной затрате сил. Здесь действует принцип «вместе мы сильнее». Это кредо становится для логистики все более важным.
Нестандартное мышление
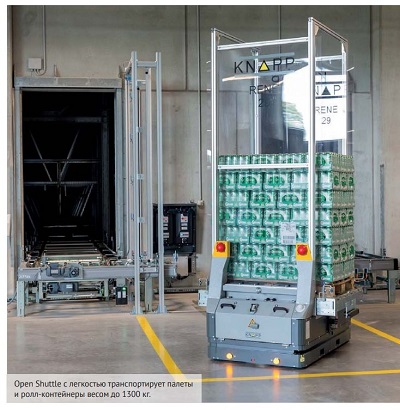
Система роевого интеллекта свободно передвигающихся шаттлов Open Shuttle от компании KNAPP берет пример с природы. За счет интеллектуального адаптивного распределения задач между всеми шаттлами распределяется рабочая нагрузка всего склада. Например, парк транспортных средств в первой половине дня может поддерживать работу в зоне приемки товара, а во второй – действовать в зоне отпуска товара. Шаттлы постоянно общаются между собой и гибко распределяют заказы. Это открывает новые возможности для оптимизации маршрута движения и времени в пути. С помощью системы роевого интеллекта впервые возможно динамично предоставлять транспортные мощности в точное время в необходимом объеме в нужную точку. Так шаттлы Open Shuttle обеспечивают максимальную гибкость, эффективность и рентабельность.
Рой идей
Перед современными дистрибуторскими центрам и производственными предприятиями ставятся сложные задачи: повышается количество артикулов, растут требования к скорости и качеству при обработке заказов, увеличивается потребность в максимальной гибкости. Это требует новых подходов в сфере интралогистической транспортировки товаров: необходимо конструировать транспортировочные системы компактными и гибкими, чтобы оперативно и экономично реагировать на изменяющиеся рыночные условия. Задача, при решении которой обычное подъемно-транспортное оборудование для контейнеров и палет достигает пределов возможного. В этой ситуации шаттлы Open Shuttle предоставляют идеальную альтернативу. Свободно передвигающиеся Open Shuttle поддерживают многочисленные процессы на складе и объединяют в себе гибкость, рентабельность, безопасность, эффективность и масштабируемость.
Следуя системе роевого интеллекта, Open Shuttle всегда там, где есть работа: они автономно берут на себя разные задачи и снимают нагрузку с сотрудников склада, которые теперь могут сконцентрироваться на деятельности, создающей ценность товара.
Транспортировка и складирование
Шаттлы Open Shuttle самостоятельно выполняют следующие задачи: они забирают товар в зоне приемки и передают его на хранение в автоматической складской системе или по принципу кросс-докинга напрямую в зону отпуска товара. Кроме того, эти шаттлы идеально подходят для транспортировки срочных и нестандартных заказов: транспортные контейнеры с товарами могут свободно перемещаться к контрольным станциям, что обеспечивает быстрый контроль качества. Благодаря Open Shuttle также и экспресс-заказы перемещаются в обход обычного потока товаров и точно в срок доставляются в желаемую точку.
 Снабжение рабочих мест и комплектование для зон
Снабжение рабочих мест и комплектование для зон
Шаттлы Open Shuttle снабжают рабочие места по принципу «товар к человеку», чтобы сократить время на хождение сотрудников пешком и повысить эффективность. Оснащенный специальным стеллажом-насадкой Open Shuttle может транспортировать несколько ресурсных контейнеров или перемещать заказ к рабочему месту и забирать готовые контейнеры. При комплектовании для зон шаттлы также являются полезными помощниками: Open Shuttle оснащен стеллажом, на который помещаются несколько транспортных контейнеров. Они проезжают по зонам комплектования, из которых требуются товары. Здесь сотрудники собирают требуемые артикулы в контейнеры, и шаттлы продолжают свой маршрут. Эта гибкая альтернатива статичным транспортным путям между зонами комплектования позволяет добиться преимуществ в отношении времени и затрат. Система комплектования для палет Pick-it-Easy Move также идеально комбинируется с Open Shuttle. Они выполняют своевременное снабжение ресурсными палетами и транспортируют готовые палеты в зону отправки. Например, сеть супермаркетов SPAR на своем складе в городе Эбергассинг (Австрия) делает ставку на интеллектуальную автономную робототехническую систему шаттлов Open Shuttle для палет.
Комплектование Pick-and-Go
В зонах ручного комплектования шаттлы Open Shuttle могут поддерживать сотрудников при сборе заказов. При комплектовании Pick-and-Go шаттл Open Shuttle сопровождает сотрудника по зоне ручного комплектования и перевозит транспортный контейнер. Шаттл автоматически по порядку подъезжает к целевым местам складирования товара и ждет, пока сотрудник положит товар в транспортный контейнер. Сотрудник может полностью сконцентрироваться на процессе комплектования. Отпадает необходимость в тяжелом физическом труде: больше не нужно тянуть или толкать тележку для комплектования. Таким образом технология Open Shuttle создает идеальные предпосылки для эргономичных производственных процессов и современных условий работы, в фокусе которых находится человек.
Формирование последовательностей и буксировка
Автономные шаттлы Open Shuttle идеально подходят для быстрого и гибкого формирования точных последовательностей. С этой целью «рой» самоорганизуется и снабжает рабочие места в зоне монтажа необходимыми деталями в точной последовательности или в правильном порядке транспортирует товар в зону отправки. Кроме того, шаттлы Open Shuttle могут перемещать несколько контейнеров по принципу буксировки тягачом.
Искусство хранения от Stöcklin: передовые технологии на складе глубокой заморозки в Липецке
9 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ Как безошибочно внедрить систему управления складом (WMS)?
Василий Демин8 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
КАК БЕЗОШИБОЧНО ВНЕДРИТЬ СИСТЕМУ УПРАВЛЕНИЯ СКЛАДОМ (WMS)?
Результаты исследования эффективности внедренных WMS в России, проведенного Координационным советом по логистике в 2017 г., показали: функциональные возможности систем более чем на 90% используют только 12% складов, свыше 80% складов – в пределах 15%. В чем причина такой низкой эффективности в большинстве внедрений? В этой публикации мы рассмотрим наиболее важные причины и меры по их предотвращению.

Предыстория вопроса В конце 1990-х – начале 2000-х гг. в России WMS были только у нескольких предприятий, но уже с 2004–2005 г. большинство торговых и производственных компаний инициировали проекты по внедрению или стали задумываться об этом. Варианты были следующими: купить «коробку», внедрить полномасштабную WMS или создать свою систему. Сегодня этот период пройден и почти не осталось компаний, у которых в отсутствие WMS не было бы желания ее внедрить. Самым актуальным стал вопрос: какую именно? Правильнее же поставить другой вопрос: как? |
Итак, большинство складов (более 80%), где внедрены WMS, возможности систем используют на очень ограниченном уровне, сопоставимом с возможностями учетных систем, при этом затраты на их приобретение и внедрение были существенными. Функционал большинства систем, внедренных на предприятиях, сводится к учету по приходу и отгрузкам, документационному сопровождению указанных операций, поддержке адресной системы хранения и поддержке штрихового кодирования на операциях размещения и комплектации.
Не используются следующие оптимизационные функции WMS:
■ автоматическое планирование и распределение ресурсов: персонала, подъемно-транспортного оборудования, технологических участков и пр.;
■ слоттинг как автоматическое распределение поступившей продукции по местам хранения в соответствии с заданными стратегиями или правилами;
■ проведение и использование результатов такого анализа, как АВС, XYZ, DEF;
■ «волновая», или комплексная система комплектации;
■ автоматическое управление параллельными операциями, сокращающее холостые пробеги.
С чем это связано? Есть несколько распространенных причин, преодоление которых позволит вам обеспечить высокую эффективность внедрения.
Причина 1. Отсутствие качественного детализированного технического задания на внедрение системы управления складом, что приводит к установке IT-компанией стандартного решения без оптимизационного функционала.
| Пример. В 2007 г. на выставке «Склад. Транспорт. Логистика» я традиционно модерировал конференцию по управлению складами. Выступал руководитель одной из IT-компаний (в то время лидер отрасли) и так хорошо рассказал о своем решении, что даже у меня на короткое время появилось желание приобрести эту систему. После доклада я передал микрофон для вопроса в зал. Зритель представился директором по логистике крупной FMCG-компании из Рязани и заявил: «Ваша система на нашем предприятии внедрена уже два года. Почему все то, о чем вы сейчас говорили, не работает?». После секундной паузы руководитель IT-компании дал гениальный ответ: «А вы у меня этого не спрашивали». И как бы прискорбно это не звучало, он оказался прав. Действительно, как выяснилось, ТЗ не было детализировано, и многие функции в нем просто отсутствовали. Таким образом, надежда на то, что IT-компания отнесется к задаче более глубоко, проведет тщательный аудит и требуемую реконструкцию процессов склада, составив на основе этой работы задание и выполнит его, как правило, напрасна. |
Указанная проблема в виде отсутствия качественного ТЗ прямо связана с текущим состоянием бизнес-процессов склада. Выполняемые без автоматизации, они, как правило, имеют существенный ресурс для повышения эффективности. В таком случае у компании-заказчика есть две альтернативы: разработать модель эталонных процессов «To Be» под свой собственный склад, либо автоматизировать те процессы, которые сложились, что, конечно, неверно и не принесет положительного эффекта.
Основная рекомендация в случае принятии решения о разработке эталонной модели процессов «To Be» – не создавать из склада компании подопытный объект, так как большинство процессов за последние 10–15 лет уже отлично отработаны на объектах вашей отрасли и накопленный опыт нужно использовать. Осталось получить доступ к лучшим практикам. Это можно сделать, посетив 7–10 приближенных к эталонам объектов в России и за рубежом, детально погрузившись в их процессы (желательно с доступом к информации до и после проекта автоматизации), либо обратиться к профессиональной организации, в портфеле которой есть десятки успешных проектов по модернизации складских процессов вашей отрасли.
| Ярким примером нарушенной логики и последовательности внедрения WMS является распределительный центр одной из крупнейших в России компаний-производителей продуктов питания. Так, в результате аудита внедрения WMS одним из 24 пунктов расхождений с эталоном стала глубина статистики применяемого АВС-анализа. При внедрении компания-заказчик не указала ни критерии, ни правила, ни глубину проведения анализа и WMS-интегратор счел возможным перенести шаблон с предыдущего решения, в котором использовалась глубина анализа в 4 месяца. По этой причине на складе компании сосиски и наборы для шашлыка в июне размещались по февральской статистике обращений, что приводило к перепробегам персонала и техники примерно на 40% по сравнению с оптимальным вариантом. Важно также отметить, что на этом объекте помимо стандартных технологий использовались и полностью автоматические линии комплектации, работающие в формате Goods to man. Неэффективное использование данного оборудования по указанной и другим причинам стало источником ухудшения значений KPI по сравнению с другими складами этой же компании, работающими без WMS. |
Причина 2. Выбор компании-интегратора по критериям «стоимость приобретения системы» или «наличие внедрения у крупного конкурента».
Приоритетными в данной части должны быть:
– совокупная стоимость владения системой, которая складывается из стоимости приобретения, внедрения, доработок, лицензий на рабочие места (многие IT-компании применяют такой подход), а также стоимости ежегодного обслуживания;
– успешный опыт неоднократных внедрений на складах со схожими бизнес-процессами как в вашей, так и других отраслях. Важно посетить как минимум 3–4 референсных предприятия по каждой WMS-компании, попавшей в ваш шорт-лист, и детально обсудить с прежними заказчиками, как проходило внедрение, насколько оперативно и полноценно реагировал подрядчик на запросы и выполнение задач. Существует отличный чек-лист, который позволяет быстро и полноценно провести такое общение;
– важным критерием является портфолио каждого члена команды, который будет работать над вашим проектом. Не резюме всех или отдельных сотрудников IT-компании, а именно информация о команде под ваш проект, поскольку именно от опыта этих экспертов будет зависеть уровень эффективности внедрения;
– достаточность ресурсов у компании-подрядчика и устойчивость к рискам. Важно увидеть своими глазами, соответствует ли масштаб компании заявленному и не приведет ли временная нетрудоспособность 2–3 членов команды к провалу проекта. Для этого важным шагом станет посещение офиса компании-интегратора для понимания ее реальных мощностей, системы контроля качества, а также получение документов по кадровому и материальному обеспечению, оценка финансового состояния компании. Документы должны быть первичные, например, трудовые договоры с сотрудниками, а не справка от самой компании в свободной форме;
– технические возможности системы в части производительности и функционала. Здесь будет полезным чек-лист, который мы публиковали ранее (см. № 1/2016 журнала «ЛОГИСТИКА»). Он позволяет точно определить достаточный для вашего склада уровень производительности, функциональности и пр.;
– удобство интерфейса и быстрая адаптация пользователей к нему.
Причина 3. Одна из ключевых причин низкой эффективности внедрений – отсутствие справочников данных для внесения в систему. Без справочников массогабаритных характеристик груза, принципов товарного соседства и грузообработки, ролей и функций персонала и ПТО WMS однозначно будет работать только как учетная система.
При отсутствии указанных справочников внедрение системы не рекомендуется, так как уже при планировании первой операции по разгрузке и приемке WMS не сможет распределить ресурсы, «не понимая», с каким объемом грузов работать и каким агрегатам обслуживания выдавать задачи. Следовательно, сотрудник на складе будет решать эту задачу самостоятельно, заменяя собой логику системы со всеми последствиями.
Пример 2018 г. На одном из складов крупных промышленных предприятий внедрена WMS разработчика – лидера по количеству внедрений. Теперь комплектацией одной документостроки занимается четыре (!) человека. Первый – это кладовщик, материально ответственное лицо, который по каким-то причинам не перешел на работу с радиотерминалом и частично дублирует выполняемые операции в журнал. Второй сотрудник – его коллега, работающий с терминалом сбора данных (радиотерминалом) и штрихкодом. Третий – это грузчик-стропальщик: при выдаче задания никто не знает, что скрывается за названием «Задвижка 31с45нж Ду20 Ру40 фланец» и справится ли с отбором с места хранения грузчик, либо нужно будет приглашать еще и оператора погрузчика. Четвертый человек – это представитель цехаполучателя, который участвует в процессе комплектации с вышеуказанной командой и контролирует процесс, чтобы «положили то, что нужно». Поскольку комплектация заказа до приезда машины и представителя получателя не осуществляется, то водитель (пятый сотрудник) ждет все это время в автомобиле… Все могло бы быть по-другому. Достаточно было бы создать и использовать справочник массогабаритных характеристик груза и разработать другую логику процессов. Для примера: за апрель – май 2018 г. с помощью специального аппаратно-программного комплекса справочник массогабаритных характеристик, состоящий более чем из 50 000 наименований (от запорной арматуры до кабеля и спецодежды), был подготовлен с достаточной точностью. |
 Причина 4. Отсутствие качественной подготовки к запуску системы.
Причина 4. Отсутствие качественной подготовки к запуску системы.
Для преодоления этой проблемы рекомендуется:
■ выбрать наиболее комфортный период внедрения. Это точно должен быть не высокий сезон, иначе в 90% случаев вероятны провал при внедрении и огромные сбои в отгрузках, вплоть до потери бизнеса. Нужно учесть, что минимальный период для запуска – 1–2 месяца интенсивной работы по обкатке системы, в которой участвует как руководитель проекта со стороны заказчика, так и со стороны подрядчика;
■ до запуска необходимо на макете провести обучение всех сотрудников, работающих в системе. Это позволит снять до 90% вопросов, которые обязательно появятся в первые дни запуска. Как правило, ответы на них сотрудники могут получить только от руководителя проекта внедрения или начальника склада, что становится ограничивающим фактором для всех процессов на складе.
В качестве макета можно использовать часть склада или настольный макет, выполненный в масштабе, с маркировкой штрихкодами мест хранения и всех технологических зон для последующей отработки операций основными сотрудниками (как с радиотерминалами, так и операторами) с использованием своих автоматизированных рабочих мест (АРМ).
Причина 5. Команда проекта и сопротивление на местах.
При внедрении WMS нужно быть готовым к тому, что большинство сотрудников негативно отнесется к таким изменениям, и команде внедрения со стороны предприятия-заказчика нужно будет справиться с этим фактором и пройти весь тернистый путь от идеи внедрения до выхода на заданные KPI. Для этого в первую очередь нужно тщательно подойти к созданию команды. В состав специалистов заказчика должны войти:
■ руководитель проекта (очень важно, чтобы у него был опыт полноценного внедрения на 2–3 объектах, пускай с ошибками, но с доведением до успешного завершения);
■ технолог или внешняя компания – разработчик процессов в формате «To be»;
■ IT-специалист, курирующий вопросы интеграции с ERP;
■ руководитель склада – в идеале как проводник нововведений на складе.
Преодолению сопротивлений помогут программы опережающего обучения и тренинги, посвященные WMS, выезды с персоналом на другие объекты с завершенным внедрением, новая система мотивации, ориентированная на повышение производительности и использование WMS.
Учет этих пяти причин в своем проекте по внедрению WMS значительно повысит эффективность прохождения вами пути при условии детального погружения в рекомендации. Безусловно, каждая из них требует подробного рассмотрения. Например, разработка эталонных процессов в формате «To be» – это, по сути, вся «архитектура» как проекта WMS, так и работы будущего склада. Объем задач, решаемых на этом этапе, огромный – от разработки алгоритма пополнения зоны отбираемого запаса с расчетом размерностей запасов по всем зонам склада на каждую SKU и товарную группу до определения оптимальной комбинации используемых технологий и конструкций мест хранения и отбора. Важно в этом пути не изобретать велосипед, а использовать уже сформированные методы и практики, которые гарантируют достижение поставленной цели.
Защита складского пола без лишних затрат
8 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИЗАЩИТА СКЛАДСКОГО ПОЛА БЕЗ ЛИШНИХ ЗАТРАТ
В последнее время при строительстве и ремонте коммерческих зданий для защиты бетонного пола все чаще выбирают покрытия на основе полимеров. Так, промышленные наливные полы стали своеобразным стандартом, отличающимся высокими характеристиками, привлекательным видом и прочностью. Между тем они являются далеко не единственным имеющимся на рынке решением.
Стоит также отметить, что эта технология имеет ряд недостатков и подходит не для всех объектов. Создание наливного пола отличается трудоемкостью и состоит их нескольких этапов. Кроме того, стоимость этих покрытий достаточно высока.
Бюджетная альтернатива наливным полам
Разработанный отечественными специалистами полиуретановый материал «ПОЛИПЛАСТ-100» является отличным вариантом для компаний, эксплуатирующих склад, которые хотят получить надежное и эстетичное покрытие для пола, не затратив много средств. Стоимость покрытия одного квадратного метра промышленного пола этой эмалью составляет 175 руб., в то время как создание наливного пола аналогичных размеров обойдется в 1 500–1 700 руб. и выше, то есть в 8 раз дороже!
При создании покрытия специалисты АО «ПКФ-СПЕКТР» сделали акцент на максимально доступную технологию нанесения, не требующую специальных навыков или техники. Окрашивание бетона или металла может быть выполнено с помощью обычных малярных инструментов.
Простота работы является далеко не единственным преимуществом материала. Например, для коммерческих помещений большую актуальность приобретает именно высокая износоустойчивость покрытия, а также способность состава сохранять свои свойства при контакте с кислотами и ГСМ.
Благодаря наличию полиуретана в рецептуре покрытия, а также использованию специальных добавок, «ПОЛИПЛАСТ-100» отлично переносит такие воздействия, как удары и давление груза, трение, действие моющих средств и растворов кислот, топлива, машинного масла, тосола и других агрессивных жидкостей.
Система из грунта и эмали справляется с различными деформациями бетонной подложки, поскольку обладает достаточной эластичностью. В итоге вы получаете качественное и эстетичное покрытие, комплексно защищающее бетонную подложку от целого ряда воздействий.
Срок службы материала
Срок службы защитного материала является одним из ключевых показателей, на которые обращают внимание клиенты. При этом важно понимать, что конкретные значения этого параметра зависят не только от качества исходного состава, но и от условий эксплуатации пола здания, а также качества выполнения работы.
Между тем, средний срок службы полиуретановой эмали «ПОЛИПЛАСТ-100» (готового покрытия) составляет около 5–7 лет. Кому-то подобные цифры наверняка не покажутся впечатляющими, особенно по сравнению с наливными полами. Однако для полноты восприятия необходимо обязательно принимать во внимание и весьма демократичную цену материала, делающую его доступным практически для любой компании.
100% экологичности и красоты
Минимальное количество летучих компонентов позволило технологам предприятия АО «ПКФ-СПЕКТР» сделать материал, полностью лишенный неприятного запаха, свойственного другим аналогичным составам. Цифры в названии эмали отражают процентное содержание нелетучих веществ (с незначительной погрешностью).
Помимо этого, из-за высокого сухого остатка осуществлять работы по защите пола возможно даже в самых сложных условиях: при наличии работающего персонала и техники, а также в помещениях небольшого объема, отличающихся недостаточной циркуляцией воздушных масс.
Отметим, что готовое к эксплуатации покрытие, в котором завершились процессы полимеризации, абсолютно безопасно для здоровья находящихся в здании людей. Никаких выделений вредных веществ на протяжении всего срока службы!
Полы и площадки, окрашенные данным материалом, отличаются привлекательным внешним видом: глянцевая пленка любого необходимого заказчику цвета.
Качественная полиуретановая эмаль «ПОЛИПЛАСТ-100» подходит для покрытия любых бетонных и металлических полов.
Сферы использования материала
Эмаль производства АО «ПКФСПЕКТР» может применяться для получения эффективного защитного покрытия бетонного и металлического пола:
■ складских терминалов;
■ цехов и производственных зданий;
■ подсобных комнат и ангаров для хранения техники;
■ медицинских учреждений.
АО «ПКФ Спектр» Производство промышленных лакокрасочных материалов
105082, г. Москва, ул. Большая Почтовая, д. 26, стр. 1
Тел.: +7 (495) 640-04-14 Тел.: 8 (800) 555-64-74 (звонок по России бесплатный)
www.spektrlkm.ru
Стратегия слоттинга как часть логистического проектирования
Кирилл Толмачев, Александр Волочков8 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
СТРАТЕГИЯ СЛОТТИНГА КАК ЧАСТЬ ЛОГИСТИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Кирилл Толмачев, к.т.н.,
генеральный директор ООО «Концепт Лоджик»,
член Комитета по логистике Торгово-промышленной палаты РФ
Александр Волочков,
ведущий консультант-аналитик ООО «Концепт Лоджик»
Задача проектирования складской системы на практике сводится к определению совокупности геометрических характеристик технологических зон (топология, площадь и высотность) и технологий обработки (и хранения) товаропотоков с последующим выбором рациональных сочетаний объемно-планировочных и технологических решений, обеспечивающих достижение заданных KPI, например, емкости, хранения, пропускной способности, стоимости реализации проекта, стоимости операций и т.д
Для получения максимальной отдачи от выбранного технологического решения необходимо размещать товар таким образом, чтобы обеспечивалась максимальная скорость обработки при минимальных затратах ресурсов. Например, размещение товара по АВС-признакам «уходимости» и «количеству обращений к SKU» позволяет повысить скорость отбора с мест хранения при сокращении численности отборщиков [2]. Обычно задача рационального размещения товара решается последовательно после выбора технологии обработки и хранения, а правильное размещение товара контролируется и корректируется в процессе работы складского комплекса. Такой подход хорошо себя зарекомендовал на производственных складах, в распределительных системах с низковариативными характеристиками товаропотоков, поскольку легко реализуется и автоматизируется средствами WMS. Однако на складах с большим количеством товарных групп и SKU, обеспечивающих отгрузку как розничных, так и оптовых заказов, стандартный подход к задаче размещения зачастую приводит к отсутствию аналитического решения и переходу на интуитивное управление размещением. Причиной может служить, например, различная АВС-категорийность товаров по типу клиента и географии его нахождения. Современные WMS-решения и системы обработки BigData дают возможность не только подстраивать размещение товара на складе под конкретную технологию, но и выбирать рациональную технологию под заданное размещение. С ростом возможностей по управлению товарным размещением и технологиями складской обработки задача выбора стратегии размещения товара становится все более самостоятельной и требующей серьезного рассмотрения.
 Сразу после приемки товара возникает задача его размещения на складе. Местонахождение товара напрямую влияет на последующие отбор с мест хранения и комплектацию заказов, поэтому для обеспечения эффективной складской обработки размещение товаров на складе должно вестись по определенной стратегии, которая учитывает целый ряд правил и ограничений. Процесс размещения товара с учетом заданной стратегии в профессиональной литературе часто называется слоттингом (от warehouse slot location – место размещения на складе).
Сразу после приемки товара возникает задача его размещения на складе. Местонахождение товара напрямую влияет на последующие отбор с мест хранения и комплектацию заказов, поэтому для обеспечения эффективной складской обработки размещение товаров на складе должно вестись по определенной стратегии, которая учитывает целый ряд правил и ограничений. Процесс размещения товара с учетом заданной стратегии в профессиональной литературе часто называется слоттингом (от warehouse slot location – место размещения на складе).
Стратегия слоттинга должна рассматриваться как логическое продолжение системы сбалансированных показателей эффективности деятельности склада, поэтому выбор рациональной стратегии размещения напрямую зависит от заданных KPI всей складской системы [1]. Например, когда на разгрузку отводится мало времени, то при дефиците площади и техники в зоне приемки это требует их быстрого освобождения. В этом случае целесообразно размещение товара на ближайшие к приемке места хранения. Однако для ускорения отбора и сокращения перемещений товара внутри склада целесообразно размещение непосредственно в зону отбора товара, которая может быть значительно удалена от зоны приемки. В данном примере выбор стратегии размещения будет зависеть от того, какой KPI имеет больший приоритет: время от приемки до размещения товара или время исполнения заказа от его поступления на склад до отгрузки.
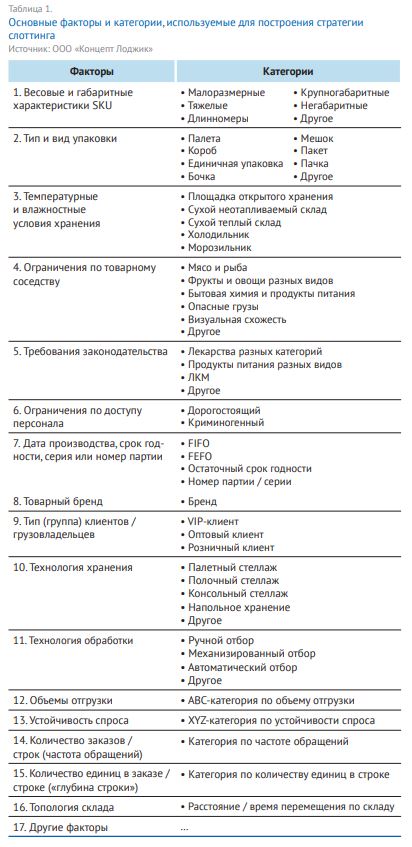 В общем случае на решение о месте размещения товара помимо KPI влияет множество факторов, основными из которых являются (рис. 1 и табл. 1):
В общем случае на решение о месте размещения товара помимо KPI влияет множество факторов, основными из которых являются (рис. 1 и табл. 1):
Выполнение требований действующего законодательства по соблюдению температурно-влажностного режима хранения.
■ Выполнение ограничений по товарному соседству (например, раздельное хранение: мясо и рыба, фрукты и овощи разных видов, лекарства разных категорий, опасные грузы, бытовая химия и продукты питания).
■ Технология складской обработки и/или хранения, учитывающая весовые и габаритные характеристики, а также типы и характеристики упаковки товара (например, специализация мест для автозапчастей: стекла, кузовные детали, глушители, амортизаторы, двигатели, подшипники, метизы, электронные компоненты).
■ Экономика или совокупные затраты на складскую обработку.
Если учет первых трех факторов легко реализуется с помощью настроек любой WMS, то последний фактор наиболее сложен для анализа, поэтому требует детального рассмотрения.
Очевидно, что для корректной оценки экономики склада необходимо принимать во внимание все затраты по всем ресурсам на всех этапах хранения и обработки (включая дополнительные вспомогательные процессы, такие как пополнение мест отбора и исправление ошибок сборки). Чем меньше ресурсов и времени привлекается для обработки, тем меньше ее стоимость. Но стоимость разных видов ресурсов различна, что приводит к необходимости решения оптимизационной задачи с учетом множества ограничений, включая ограничения на ресурсы, время и SLA (заданный уровень сервисного обслуживания). Например, концентрация хранения одного SKU в одном месте часто позволяет сократить площадь хранения. Но разделение хранения одного SKU по типу (объему) упаковки по разным зонам (палета, короб, штучная упаковка) позволяет значительно сократить затраты на отбор, т.к. уменьшает общее количество операций отбора. Поэтому требуется найти оптимум, при котором будет минимальна общая стоимость задействованных ресурсов: площадь (объем) склада, стеллажи, подъемно-транспортное оборудование (ПТО) и персонал. Выполнить качественное сравнение разных технологических вариантов без тщательных расчетов крайне сложно или почти невозможно, но можно указать основные правила и способы снижения стоимости хранения и обработки. Данные правила можно использовать для построения стратегии слоттинга.
 Казалось бы, применение разных технологий отбора (палетами, коробами, единичными упаковками) уже само собой подразумевает минимизацию затрат на сбор заказов. Однако наличие нескольких зон с разной технологией хранения и отбора рождает целый ряд вопросов и проблем. Поэтому правильное разделение объемов хранения одного товара между различными зонами хранения требует грамотного расчета, иначе применение разных технологий может не дать ожидаемого эффекта. При этом недостаточно одного лишь АВС-анализа объемов отгрузки, необходимо изучение структуры заказов, включающее анализ обращений к товару по количеству строк и количеству единиц товара в строке.
Казалось бы, применение разных технологий отбора (палетами, коробами, единичными упаковками) уже само собой подразумевает минимизацию затрат на сбор заказов. Однако наличие нескольких зон с разной технологией хранения и отбора рождает целый ряд вопросов и проблем. Поэтому правильное разделение объемов хранения одного товара между различными зонами хранения требует грамотного расчета, иначе применение разных технологий может не дать ожидаемого эффекта. При этом недостаточно одного лишь АВС-анализа объемов отгрузки, необходимо изучение структуры заказов, включающее анализ обращений к товару по количеству строк и количеству единиц товара в строке.
Перечислим некоторые вопросы и проблемы, возникающие при разработке стратегии слоттинга для склада с разными технологиями отбора, а также покажем практические варианты их решения.
 1. Чем меньше квант отбора, тем больше физического пространства нужно для организации зоны хранения и отбора. Так, хранение на полочных стеллажах требует физического пространства склада в 3 раза больше, чем хранение того же объема товара в палетных стеллажах. С этой точки зрения хранение на полке является менее выгодным, чем хранение в палете (при достаточном количестве товара), поэтому полочные стеллажи целесообразно применять именно для ручного отбора, а не хранения.
1. Чем меньше квант отбора, тем больше физического пространства нужно для организации зоны хранения и отбора. Так, хранение на полочных стеллажах требует физического пространства склада в 3 раза больше, чем хранение того же объема товара в палетных стеллажах. С этой точки зрения хранение на полке является менее выгодным, чем хранение в палете (при достаточном количестве товара), поэтому полочные стеллажи целесообразно применять именно для ручного отбора, а не хранения.
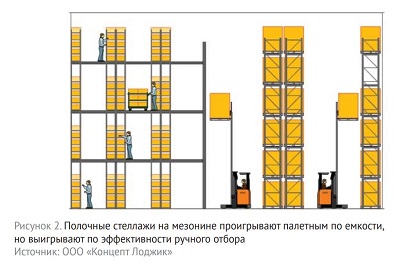
2. Ручной отбор с высокой производительностью можно выполнять с полки на высоте от пола до 1,65 м (уровень глаз человека), либо с нижнего (напольного) уровня, поэтому при большом количестве SKU на высотных складах место на первом ярусе палетного стеллажа всегда в дефиците. Кроме того, ручной отбор с полок на фронтальных палетных стеллажах затруднен, т.к. человеку сложно достать товар с полки, когда ее глубина превышает 0,6 м. Для решения этой проблемы внутри склада возводят многоэтажные платформенные или стеллажные мезонины и оснащают их полочными стеллажами небольшой глубины (рис. 2). Конечно, это увеличивает капитальные затраты, но при высокой оборачиваемости мезонин намного эффективнее, чем ручной отбор со стеллажей с помощью средне- и высокоуровневых штабелеров (комиссионеров).
3. В связи с тем, что в проездах между палетными стеллажами работают многотонные ричтраки и погрузчики, размещающие или отбирающие палеты с верхних ярусов, то одновременный ручной отбор с нижнего (напольного) яруса требует от персонала повышенного внимания для обеспечения безопасности труда. Соответственно верхние ярусы целесообразно по возможности задействовать только для пополнения нижнего яруса (рис. 3).
4. Создание отдельных зон для различных технологий отбора требует организации регулярного пополнения зоны отбора из зоны хранения:
■ зоны штучного отбора – из зоны хранения и отбора коробов;
■ зоны коробочного отбора – из зоны хранения палет с коробами.
Пополнение небольшими квантами приводит к росту количества операций пополнения и увеличению времени обработки, а укрупнение кванта приводит к необходимости увеличения емкости зоны отбора и росту стоимости стеллажного оборудования. Оптимально, когда количество пополнений ячейки отбора не превышает одного раза за смену. В этом случае простой в ожидании пополнения можно свести к минимуму.
5. Операция срочного («горячего») пополнения, когда товар, указанный в заказе, отсутствует в зоне отбора, увеличивает общее время складской обработки. Для исключения простоя в ожидании нужного SKU требуется внедрение алгоритмов упреждающего («холодного») пополнения, основанных на анализе статистики и планов отгрузок. Еще одним вариантом решения является размещение коробочной зоны хранения на нижних ярусах у пола, под полками штучного хранения и отбора тех же самых SKU. Это позволяет оперативно пополнять зону штучного отбора, но может привести к ошибкам учета ввиду практически совместного хранения вскрытых и запечатанных коробов. Кроме того, это увеличивает площадь зоны штучного отбора.
 6. Относительно высокая стоимость ячейки штучного отбора приводит к желанию уменьшить ее емкость, но небольшая емкость ячейки отбора приводит к необходимости частого пополнения. Оптимально, когда ячейка отбора для одного SKU вмещает весь объем отгрузки на сутки (или смену), а если это невозможно реализовать, то ячейка должна вмещать не менее двух коробов. В противном случае трудно выполнить пополнение ячейки до тех пор, пока она не опустеет. Поэтому иногда пополнение производится в другую свободную ячейку, что позволяет естественным образом инвентаризировать товар в зоне отбора (сначала товар забирается из старой ячейки хранения, а только потом из новой). Но данный алгоритм требует наличия дополнительных свободных ячеек, количество которых требует расчета на основе статистики отгрузок.
6. Относительно высокая стоимость ячейки штучного отбора приводит к желанию уменьшить ее емкость, но небольшая емкость ячейки отбора приводит к необходимости частого пополнения. Оптимально, когда ячейка отбора для одного SKU вмещает весь объем отгрузки на сутки (или смену), а если это невозможно реализовать, то ячейка должна вмещать не менее двух коробов. В противном случае трудно выполнить пополнение ячейки до тех пор, пока она не опустеет. Поэтому иногда пополнение производится в другую свободную ячейку, что позволяет естественным образом инвентаризировать товар в зоне отбора (сначала товар забирается из старой ячейки хранения, а только потом из новой). Но данный алгоритм требует наличия дополнительных свободных ячеек, количество которых требует расчета на основе статистики отгрузок.
7. Размещение активного SKU повышенного спроса в одной ячейке отбора (даже достаточно большой емкости) может привести к простоям в случае одновременного обращения к этой ячейке сразу нескольких комплектовщиков, собирающих разные заказы. Решить проблему можно, увеличив количество ячеек хранения данного SKU или применив схемы сборки заказов, отличающиеся от схемы «один человек – один заказ»: «один человек – несколько заказов», «один заказ – несколько человек», волновая сборка, двухшаговый отбор с револьверным распределением и другие. И первый, и второй способы для реализации требуют дополнительной площади.
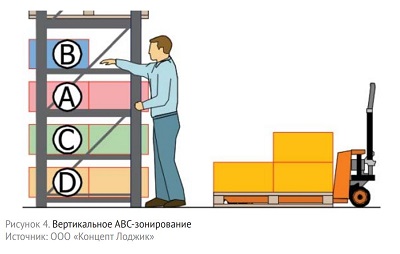
8. При разработке стратегии размещения также следует учитывать эргономику складских операций отбора, которая сильно влияет на производительность персонала. Самая удобная зона для ручного отбора находится на высоте от бедра до уровня глаз человека, что позволяет видеть и брать товар, не нагибаясь. Поэтому товар категорий «А» и «В» согласно принципу АВС-зонирования по вертикали должен размещаться именно на этой высоте. Товар категории «С» можно размещать на уровне пола (рис. 4).
9. Часто на складах при отборе возникают ошибки, когда комплектовщик указывает адрес одной ячейки, а берет товар из другой. Такие ошибки тоже связаны с эргономикой. Для их сокращения можно рекомендовать не хранить на соседних местах товар, который мало отличается друг от друга визуально. Это требует включения в стратегию размещения дополнительного правила, основанного на атрибуте визуальной схожести.
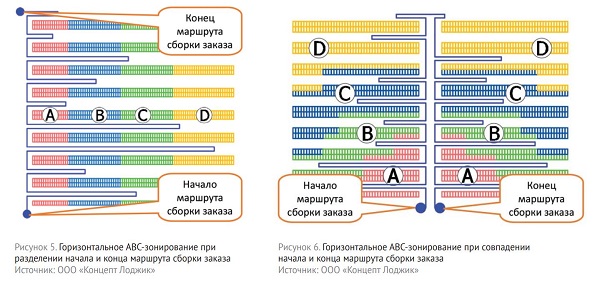
10. Согласно различным исследованиям, на перемещение комплектовщика между местами отбора приходится от 40 до 60% рабочего времени. Зонирование размещения товара в горизонтальной плоскости с учетом АВС-анализа частоты обращений в комплексе с оптимизацией маршрутов обхода зоны отбора при определенных условиях позволяет сократить путь отборщика почти в 1,5 раза и тем самым повысить производительность отбора на 25–30%. При этом схема рационального зонирования будет определяться положением точек начала и окончания маршрута (рис. 5, 6). К сожалению, данный АВС-алгоритм, как и любой другой, имеет свои ограничения и не дает должного эффекта, если структура заказа такова, что комплектовщик при сборке все равно вынужден обходить все ряды стеллажей или проходить их полностью [2]. Для больших заказов можно применить схему сборки «один заказ – несколько человек» (каждый комплектовщик работает в своей зоне), но это потребует дополнительной операции по объединению частей заказа.
11. Другим способом, помогающим сократить перемещения по складу, является кластерное хранение, когда размещение производится с учетом возможности включения в заказы комплектов товаров, продаваемых совместно (например, лыжи и палки, мобильный телефон и чехол-футляр). Данная специфика характерна при работе с заказами интернет-магазинов.
 В итоге повышение производительности отбора достигается только при увеличении плотности отбора – отношение количества отборов к общей длине пути при сборке заказа [3]. Современные технологические решения (например, гравитационные и автоматические стеллажи) обеспечивают высокую плотность хранения SKU по фронту движения комплектовщика. Именно поэтому они позволяют достигнуть высокой производительности отбора по заказам. Данное оборудование имеет высокую стоимость, поэтому целесообразность его применения должна подтверждаться технико-экономическим обоснованием. Но практика доказывает, что обоснованные капитальные инвестиции в оборудование в короткий срок компенсируются снижением операционных затрат на обработку (рис. 7).
В итоге повышение производительности отбора достигается только при увеличении плотности отбора – отношение количества отборов к общей длине пути при сборке заказа [3]. Современные технологические решения (например, гравитационные и автоматические стеллажи) обеспечивают высокую плотность хранения SKU по фронту движения комплектовщика. Именно поэтому они позволяют достигнуть высокой производительности отбора по заказам. Данное оборудование имеет высокую стоимость, поэтому целесообразность его применения должна подтверждаться технико-экономическим обоснованием. Но практика доказывает, что обоснованные капитальные инвестиции в оборудование в короткий срок компенсируются снижением операционных затрат на обработку (рис. 7).
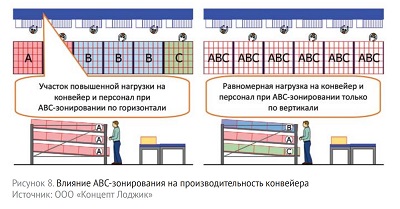
Следующим эволюционным шагом, позволяющим многократно увеличить скорость обработки и снизить операционные затраты на нее, является внедрение автоматического конвейерного и сортировочного оборудования. Как и в предыдущих примерах, эффективное применение данной технологии сильно связано со стратегией слоттинга. Так, концентрация SKU-позиций категории «А» на одном из участков линии приведет к необходимости использования более производительного, а значит, и более дорого конвейера (рис. 8).
 Как видим, рациональная стратегия размещения неразрывно связана с технологиями и алгоритмами хранения, отбора и пополнения. Существует множество технологических решений, предназначенных для оптимизации складских процессов и операций, при этом эффективность применения каждого решения так или иначе будет связана с правилами и принципами стратегии слоттинга. Более того, эволюция технологий складской обработки приводит к необходимости соответствующего изменения стратегии слоттинга. Разработка и выбор эффективных алгоритмов размещения невозможны без математического моделирования процессов склада. Таким образом, разработка стратегии слоттинга должна вестись с учетом общего логистического проекта склада.
Как видим, рациональная стратегия размещения неразрывно связана с технологиями и алгоритмами хранения, отбора и пополнения. Существует множество технологических решений, предназначенных для оптимизации складских процессов и операций, при этом эффективность применения каждого решения так или иначе будет связана с правилами и принципами стратегии слоттинга. Более того, эволюция технологий складской обработки приводит к необходимости соответствующего изменения стратегии слоттинга. Разработка и выбор эффективных алгоритмов размещения невозможны без математического моделирования процессов склада. Таким образом, разработка стратегии слоттинга должна вестись с учетом общего логистического проекта склада.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Толмачев К.С. Ключевые показатели работы (KPI) складского комплекса // Складские технологии. – 2008. – № 2.
2. Толмачев К.С., Толмачева Е.К. Оценка повышения эффективности розничного комиссионирования на складах e-commerce // Логистика. – 2017. – № 10.
3. Дитрих М. Складская логистика. Новые пути системного планирования. – М.: КИА центр, 2004.
- « первая
- ‹ предыдущая
- …
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- 15
- …
- следующая ›
- последняя »
Адрес редакции: 125167, г. Москва,
Ленинградский пр-т, д. 39, стр. 14,
БЦ "Горбачев Фонд", этаж 5, офис 500В.
Тел.: +7 (495) 788-16-96, +7 (495) 945-38-20
Е-mail: info@mg-agency.com
 |
Полное или частичное воспроизведение или размножение каким-либо
способом материалов допускается только с письменного
разрешения Издателя. разработка сайта
alexeydoronin.com