


научно-практический
журнал


Новости редакции
Уважаемые читатели! Перед вами пятый выпуск журнала «ЛОГИСТИКА», посвященный актуальным вызовам современной логистики. В этом номере мы собрали статьи и исследования экспертов из разных регионов России, которые помогут составить полное представление о развитии отрасли.
Сегодня свой день рождения отмечает директор ООО «Агентство Маркет Гайд» и издатель журнала «ЛОГИСТИКА» Юлия Кислова. От всей души поздравляем Юлию с этим замечательным днем и выражаем свою искреннюю признательность за огромный вклад в жизнь Агентства. Ваша энергия заряжает всю команду и ведет нас к новым вершинам. Мы ценим Вашу открытость к инновациям и умение находить решения даже в сложных ситуациях.
В № 5 журнала «ЛОГИСТИКА» за 2026 г. выходит статья Е. Р. Добронравина о новом подходе к управлению цепями поставок. Автор предлагает перейти от традиционной концепции минимизации совокупных издержек к управлению альтернативной ценностью. В основе подхода – показатель рентабельности капитала материального потока, позволяющий максимизировать отдачу от вложенных в запасы средств. Эмпирические исследования на выборке из 58 торговых компаний показали, что такой подход может повысить рентабельность в несколько раз.
Статья недели:
ФОТО НЕДЕЛИ

ЦИТАТЫ
 |
 |
 |
 |
 |
 |
 |
|
|
Стратегия слоттинга как часть логистического проектирования
Кирилл Толмачев, Александр Волочков8 / 2018 | СКЛАД. УПРАВЛЕНИЕ ЗАПАСАМИ
СТРАТЕГИЯ СЛОТТИНГА КАК ЧАСТЬ ЛОГИСТИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Кирилл Толмачев, к.т.н.,
генеральный директор ООО «Концепт Лоджик»,
член Комитета по логистике Торгово-промышленной палаты РФ
Александр Волочков,
ведущий консультант-аналитик ООО «Концепт Лоджик»
Задача проектирования складской системы на практике сводится к определению совокупности геометрических характеристик технологических зон (топология, площадь и высотность) и технологий обработки (и хранения) товаропотоков с последующим выбором рациональных сочетаний объемно-планировочных и технологических решений, обеспечивающих достижение заданных KPI, например, емкости, хранения, пропускной способности, стоимости реализации проекта, стоимости операций и т.д
Для получения максимальной отдачи от выбранного технологического решения необходимо размещать товар таким образом, чтобы обеспечивалась максимальная скорость обработки при минимальных затратах ресурсов. Например, размещение товара по АВС-признакам «уходимости» и «количеству обращений к SKU» позволяет повысить скорость отбора с мест хранения при сокращении численности отборщиков [2]. Обычно задача рационального размещения товара решается последовательно после выбора технологии обработки и хранения, а правильное размещение товара контролируется и корректируется в процессе работы складского комплекса. Такой подход хорошо себя зарекомендовал на производственных складах, в распределительных системах с низковариативными характеристиками товаропотоков, поскольку легко реализуется и автоматизируется средствами WMS. Однако на складах с большим количеством товарных групп и SKU, обеспечивающих отгрузку как розничных, так и оптовых заказов, стандартный подход к задаче размещения зачастую приводит к отсутствию аналитического решения и переходу на интуитивное управление размещением. Причиной может служить, например, различная АВС-категорийность товаров по типу клиента и географии его нахождения. Современные WMS-решения и системы обработки BigData дают возможность не только подстраивать размещение товара на складе под конкретную технологию, но и выбирать рациональную технологию под заданное размещение. С ростом возможностей по управлению товарным размещением и технологиями складской обработки задача выбора стратегии размещения товара становится все более самостоятельной и требующей серьезного рассмотрения.
 Сразу после приемки товара возникает задача его размещения на складе. Местонахождение товара напрямую влияет на последующие отбор с мест хранения и комплектацию заказов, поэтому для обеспечения эффективной складской обработки размещение товаров на складе должно вестись по определенной стратегии, которая учитывает целый ряд правил и ограничений. Процесс размещения товара с учетом заданной стратегии в профессиональной литературе часто называется слоттингом (от warehouse slot location – место размещения на складе).
Сразу после приемки товара возникает задача его размещения на складе. Местонахождение товара напрямую влияет на последующие отбор с мест хранения и комплектацию заказов, поэтому для обеспечения эффективной складской обработки размещение товаров на складе должно вестись по определенной стратегии, которая учитывает целый ряд правил и ограничений. Процесс размещения товара с учетом заданной стратегии в профессиональной литературе часто называется слоттингом (от warehouse slot location – место размещения на складе).
Стратегия слоттинга должна рассматриваться как логическое продолжение системы сбалансированных показателей эффективности деятельности склада, поэтому выбор рациональной стратегии размещения напрямую зависит от заданных KPI всей складской системы [1]. Например, когда на разгрузку отводится мало времени, то при дефиците площади и техники в зоне приемки это требует их быстрого освобождения. В этом случае целесообразно размещение товара на ближайшие к приемке места хранения. Однако для ускорения отбора и сокращения перемещений товара внутри склада целесообразно размещение непосредственно в зону отбора товара, которая может быть значительно удалена от зоны приемки. В данном примере выбор стратегии размещения будет зависеть от того, какой KPI имеет больший приоритет: время от приемки до размещения товара или время исполнения заказа от его поступления на склад до отгрузки.
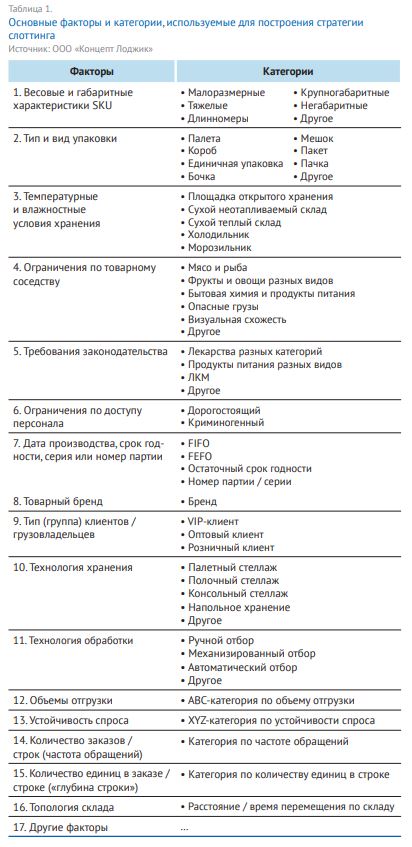 В общем случае на решение о месте размещения товара помимо KPI влияет множество факторов, основными из которых являются (рис. 1 и табл. 1):
В общем случае на решение о месте размещения товара помимо KPI влияет множество факторов, основными из которых являются (рис. 1 и табл. 1):
Выполнение требований действующего законодательства по соблюдению температурно-влажностного режима хранения.
■ Выполнение ограничений по товарному соседству (например, раздельное хранение: мясо и рыба, фрукты и овощи разных видов, лекарства разных категорий, опасные грузы, бытовая химия и продукты питания).
■ Технология складской обработки и/или хранения, учитывающая весовые и габаритные характеристики, а также типы и характеристики упаковки товара (например, специализация мест для автозапчастей: стекла, кузовные детали, глушители, амортизаторы, двигатели, подшипники, метизы, электронные компоненты).
■ Экономика или совокупные затраты на складскую обработку.
Если учет первых трех факторов легко реализуется с помощью настроек любой WMS, то последний фактор наиболее сложен для анализа, поэтому требует детального рассмотрения.
Очевидно, что для корректной оценки экономики склада необходимо принимать во внимание все затраты по всем ресурсам на всех этапах хранения и обработки (включая дополнительные вспомогательные процессы, такие как пополнение мест отбора и исправление ошибок сборки). Чем меньше ресурсов и времени привлекается для обработки, тем меньше ее стоимость. Но стоимость разных видов ресурсов различна, что приводит к необходимости решения оптимизационной задачи с учетом множества ограничений, включая ограничения на ресурсы, время и SLA (заданный уровень сервисного обслуживания). Например, концентрация хранения одного SKU в одном месте часто позволяет сократить площадь хранения. Но разделение хранения одного SKU по типу (объему) упаковки по разным зонам (палета, короб, штучная упаковка) позволяет значительно сократить затраты на отбор, т.к. уменьшает общее количество операций отбора. Поэтому требуется найти оптимум, при котором будет минимальна общая стоимость задействованных ресурсов: площадь (объем) склада, стеллажи, подъемно-транспортное оборудование (ПТО) и персонал. Выполнить качественное сравнение разных технологических вариантов без тщательных расчетов крайне сложно или почти невозможно, но можно указать основные правила и способы снижения стоимости хранения и обработки. Данные правила можно использовать для построения стратегии слоттинга.
 Казалось бы, применение разных технологий отбора (палетами, коробами, единичными упаковками) уже само собой подразумевает минимизацию затрат на сбор заказов. Однако наличие нескольких зон с разной технологией хранения и отбора рождает целый ряд вопросов и проблем. Поэтому правильное разделение объемов хранения одного товара между различными зонами хранения требует грамотного расчета, иначе применение разных технологий может не дать ожидаемого эффекта. При этом недостаточно одного лишь АВС-анализа объемов отгрузки, необходимо изучение структуры заказов, включающее анализ обращений к товару по количеству строк и количеству единиц товара в строке.
Казалось бы, применение разных технологий отбора (палетами, коробами, единичными упаковками) уже само собой подразумевает минимизацию затрат на сбор заказов. Однако наличие нескольких зон с разной технологией хранения и отбора рождает целый ряд вопросов и проблем. Поэтому правильное разделение объемов хранения одного товара между различными зонами хранения требует грамотного расчета, иначе применение разных технологий может не дать ожидаемого эффекта. При этом недостаточно одного лишь АВС-анализа объемов отгрузки, необходимо изучение структуры заказов, включающее анализ обращений к товару по количеству строк и количеству единиц товара в строке.
Перечислим некоторые вопросы и проблемы, возникающие при разработке стратегии слоттинга для склада с разными технологиями отбора, а также покажем практические варианты их решения.
 1. Чем меньше квант отбора, тем больше физического пространства нужно для организации зоны хранения и отбора. Так, хранение на полочных стеллажах требует физического пространства склада в 3 раза больше, чем хранение того же объема товара в палетных стеллажах. С этой точки зрения хранение на полке является менее выгодным, чем хранение в палете (при достаточном количестве товара), поэтому полочные стеллажи целесообразно применять именно для ручного отбора, а не хранения.
1. Чем меньше квант отбора, тем больше физического пространства нужно для организации зоны хранения и отбора. Так, хранение на полочных стеллажах требует физического пространства склада в 3 раза больше, чем хранение того же объема товара в палетных стеллажах. С этой точки зрения хранение на полке является менее выгодным, чем хранение в палете (при достаточном количестве товара), поэтому полочные стеллажи целесообразно применять именно для ручного отбора, а не хранения.
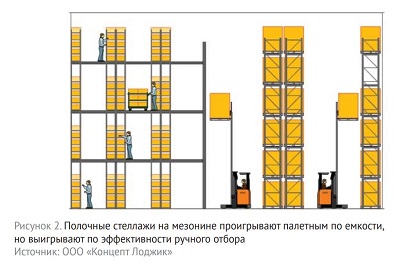
2. Ручной отбор с высокой производительностью можно выполнять с полки на высоте от пола до 1,65 м (уровень глаз человека), либо с нижнего (напольного) уровня, поэтому при большом количестве SKU на высотных складах место на первом ярусе палетного стеллажа всегда в дефиците. Кроме того, ручной отбор с полок на фронтальных палетных стеллажах затруднен, т.к. человеку сложно достать товар с полки, когда ее глубина превышает 0,6 м. Для решения этой проблемы внутри склада возводят многоэтажные платформенные или стеллажные мезонины и оснащают их полочными стеллажами небольшой глубины (рис. 2). Конечно, это увеличивает капитальные затраты, но при высокой оборачиваемости мезонин намного эффективнее, чем ручной отбор со стеллажей с помощью средне- и высокоуровневых штабелеров (комиссионеров).
3. В связи с тем, что в проездах между палетными стеллажами работают многотонные ричтраки и погрузчики, размещающие или отбирающие палеты с верхних ярусов, то одновременный ручной отбор с нижнего (напольного) яруса требует от персонала повышенного внимания для обеспечения безопасности труда. Соответственно верхние ярусы целесообразно по возможности задействовать только для пополнения нижнего яруса (рис. 3).
4. Создание отдельных зон для различных технологий отбора требует организации регулярного пополнения зоны отбора из зоны хранения:
■ зоны штучного отбора – из зоны хранения и отбора коробов;
■ зоны коробочного отбора – из зоны хранения палет с коробами.
Пополнение небольшими квантами приводит к росту количества операций пополнения и увеличению времени обработки, а укрупнение кванта приводит к необходимости увеличения емкости зоны отбора и росту стоимости стеллажного оборудования. Оптимально, когда количество пополнений ячейки отбора не превышает одного раза за смену. В этом случае простой в ожидании пополнения можно свести к минимуму.
5. Операция срочного («горячего») пополнения, когда товар, указанный в заказе, отсутствует в зоне отбора, увеличивает общее время складской обработки. Для исключения простоя в ожидании нужного SKU требуется внедрение алгоритмов упреждающего («холодного») пополнения, основанных на анализе статистики и планов отгрузок. Еще одним вариантом решения является размещение коробочной зоны хранения на нижних ярусах у пола, под полками штучного хранения и отбора тех же самых SKU. Это позволяет оперативно пополнять зону штучного отбора, но может привести к ошибкам учета ввиду практически совместного хранения вскрытых и запечатанных коробов. Кроме того, это увеличивает площадь зоны штучного отбора.
 6. Относительно высокая стоимость ячейки штучного отбора приводит к желанию уменьшить ее емкость, но небольшая емкость ячейки отбора приводит к необходимости частого пополнения. Оптимально, когда ячейка отбора для одного SKU вмещает весь объем отгрузки на сутки (или смену), а если это невозможно реализовать, то ячейка должна вмещать не менее двух коробов. В противном случае трудно выполнить пополнение ячейки до тех пор, пока она не опустеет. Поэтому иногда пополнение производится в другую свободную ячейку, что позволяет естественным образом инвентаризировать товар в зоне отбора (сначала товар забирается из старой ячейки хранения, а только потом из новой). Но данный алгоритм требует наличия дополнительных свободных ячеек, количество которых требует расчета на основе статистики отгрузок.
6. Относительно высокая стоимость ячейки штучного отбора приводит к желанию уменьшить ее емкость, но небольшая емкость ячейки отбора приводит к необходимости частого пополнения. Оптимально, когда ячейка отбора для одного SKU вмещает весь объем отгрузки на сутки (или смену), а если это невозможно реализовать, то ячейка должна вмещать не менее двух коробов. В противном случае трудно выполнить пополнение ячейки до тех пор, пока она не опустеет. Поэтому иногда пополнение производится в другую свободную ячейку, что позволяет естественным образом инвентаризировать товар в зоне отбора (сначала товар забирается из старой ячейки хранения, а только потом из новой). Но данный алгоритм требует наличия дополнительных свободных ячеек, количество которых требует расчета на основе статистики отгрузок.
7. Размещение активного SKU повышенного спроса в одной ячейке отбора (даже достаточно большой емкости) может привести к простоям в случае одновременного обращения к этой ячейке сразу нескольких комплектовщиков, собирающих разные заказы. Решить проблему можно, увеличив количество ячеек хранения данного SKU или применив схемы сборки заказов, отличающиеся от схемы «один человек – один заказ»: «один человек – несколько заказов», «один заказ – несколько человек», волновая сборка, двухшаговый отбор с револьверным распределением и другие. И первый, и второй способы для реализации требуют дополнительной площади.
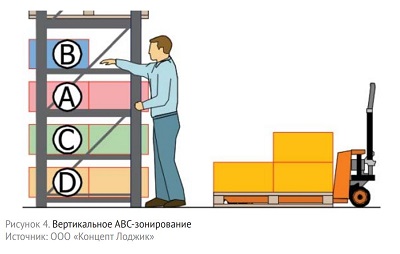
8. При разработке стратегии размещения также следует учитывать эргономику складских операций отбора, которая сильно влияет на производительность персонала. Самая удобная зона для ручного отбора находится на высоте от бедра до уровня глаз человека, что позволяет видеть и брать товар, не нагибаясь. Поэтому товар категорий «А» и «В» согласно принципу АВС-зонирования по вертикали должен размещаться именно на этой высоте. Товар категории «С» можно размещать на уровне пола (рис. 4).
9. Часто на складах при отборе возникают ошибки, когда комплектовщик указывает адрес одной ячейки, а берет товар из другой. Такие ошибки тоже связаны с эргономикой. Для их сокращения можно рекомендовать не хранить на соседних местах товар, который мало отличается друг от друга визуально. Это требует включения в стратегию размещения дополнительного правила, основанного на атрибуте визуальной схожести.
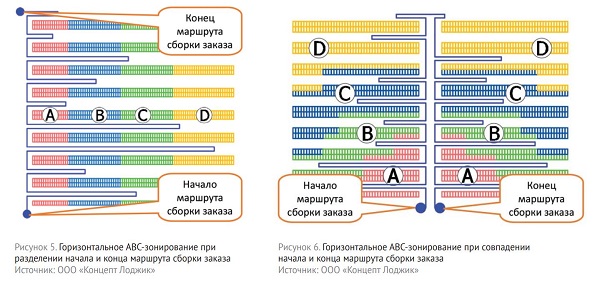
10. Согласно различным исследованиям, на перемещение комплектовщика между местами отбора приходится от 40 до 60% рабочего времени. Зонирование размещения товара в горизонтальной плоскости с учетом АВС-анализа частоты обращений в комплексе с оптимизацией маршрутов обхода зоны отбора при определенных условиях позволяет сократить путь отборщика почти в 1,5 раза и тем самым повысить производительность отбора на 25–30%. При этом схема рационального зонирования будет определяться положением точек начала и окончания маршрута (рис. 5, 6). К сожалению, данный АВС-алгоритм, как и любой другой, имеет свои ограничения и не дает должного эффекта, если структура заказа такова, что комплектовщик при сборке все равно вынужден обходить все ряды стеллажей или проходить их полностью [2]. Для больших заказов можно применить схему сборки «один заказ – несколько человек» (каждый комплектовщик работает в своей зоне), но это потребует дополнительной операции по объединению частей заказа.
11. Другим способом, помогающим сократить перемещения по складу, является кластерное хранение, когда размещение производится с учетом возможности включения в заказы комплектов товаров, продаваемых совместно (например, лыжи и палки, мобильный телефон и чехол-футляр). Данная специфика характерна при работе с заказами интернет-магазинов.
 В итоге повышение производительности отбора достигается только при увеличении плотности отбора – отношение количества отборов к общей длине пути при сборке заказа [3]. Современные технологические решения (например, гравитационные и автоматические стеллажи) обеспечивают высокую плотность хранения SKU по фронту движения комплектовщика. Именно поэтому они позволяют достигнуть высокой производительности отбора по заказам. Данное оборудование имеет высокую стоимость, поэтому целесообразность его применения должна подтверждаться технико-экономическим обоснованием. Но практика доказывает, что обоснованные капитальные инвестиции в оборудование в короткий срок компенсируются снижением операционных затрат на обработку (рис. 7).
В итоге повышение производительности отбора достигается только при увеличении плотности отбора – отношение количества отборов к общей длине пути при сборке заказа [3]. Современные технологические решения (например, гравитационные и автоматические стеллажи) обеспечивают высокую плотность хранения SKU по фронту движения комплектовщика. Именно поэтому они позволяют достигнуть высокой производительности отбора по заказам. Данное оборудование имеет высокую стоимость, поэтому целесообразность его применения должна подтверждаться технико-экономическим обоснованием. Но практика доказывает, что обоснованные капитальные инвестиции в оборудование в короткий срок компенсируются снижением операционных затрат на обработку (рис. 7).
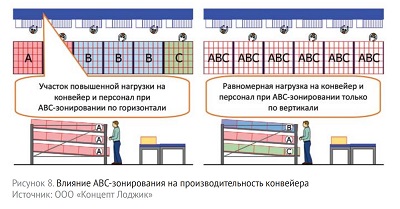
Следующим эволюционным шагом, позволяющим многократно увеличить скорость обработки и снизить операционные затраты на нее, является внедрение автоматического конвейерного и сортировочного оборудования. Как и в предыдущих примерах, эффективное применение данной технологии сильно связано со стратегией слоттинга. Так, концентрация SKU-позиций категории «А» на одном из участков линии приведет к необходимости использования более производительного, а значит, и более дорого конвейера (рис. 8).
 Как видим, рациональная стратегия размещения неразрывно связана с технологиями и алгоритмами хранения, отбора и пополнения. Существует множество технологических решений, предназначенных для оптимизации складских процессов и операций, при этом эффективность применения каждого решения так или иначе будет связана с правилами и принципами стратегии слоттинга. Более того, эволюция технологий складской обработки приводит к необходимости соответствующего изменения стратегии слоттинга. Разработка и выбор эффективных алгоритмов размещения невозможны без математического моделирования процессов склада. Таким образом, разработка стратегии слоттинга должна вестись с учетом общего логистического проекта склада.
Как видим, рациональная стратегия размещения неразрывно связана с технологиями и алгоритмами хранения, отбора и пополнения. Существует множество технологических решений, предназначенных для оптимизации складских процессов и операций, при этом эффективность применения каждого решения так или иначе будет связана с правилами и принципами стратегии слоттинга. Более того, эволюция технологий складской обработки приводит к необходимости соответствующего изменения стратегии слоттинга. Разработка и выбор эффективных алгоритмов размещения невозможны без математического моделирования процессов склада. Таким образом, разработка стратегии слоттинга должна вестись с учетом общего логистического проекта склада.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Толмачев К.С. Ключевые показатели работы (KPI) складского комплекса // Складские технологии. – 2008. – № 2.
2. Толмачев К.С., Толмачева Е.К. Оценка повышения эффективности розничного комиссионирования на складах e-commerce // Логистика. – 2017. – № 10.
3. Дитрих М. Складская логистика. Новые пути системного планирования. – М.: КИА центр, 2004.
Адрес редакции: 125167, г. Москва,
Ленинградский пр-т, д. 39, стр. 14,
БЦ "Горбачев Фонд", этаж 5, офис 500В.
Тел.: +7 (495) 788-16-96, +7 (495) 945-38-20
Е-mail: info@mg-agency.com
 |
Полное или частичное воспроизведение или размножение каким-либо
способом материалов допускается только с письменного
разрешения Издателя. разработка сайта
alexeydoronin.com