


научно-практический
журнал


Новости редакции
Уважаемые читатели! Перед вами пятый выпуск журнала «ЛОГИСТИКА», посвященный актуальным вызовам современной логистики. В этом номере мы собрали статьи и исследования экспертов из разных регионов России, которые помогут составить полное представление о развитии отрасли.
Сегодня свой день рождения отмечает директор ООО «Агентство Маркет Гайд» и издатель журнала «ЛОГИСТИКА» Юлия Кислова. От всей души поздравляем Юлию с этим замечательным днем и выражаем свою искреннюю признательность за огромный вклад в жизнь Агентства. Ваша энергия заряжает всю команду и ведет нас к новым вершинам. Мы ценим Вашу открытость к инновациям и умение находить решения даже в сложных ситуациях.
В № 5 журнала «ЛОГИСТИКА» за 2026 г. выходит статья Е. Р. Добронравина о новом подходе к управлению цепями поставок. Автор предлагает перейти от традиционной концепции минимизации совокупных издержек к управлению альтернативной ценностью. В основе подхода – показатель рентабельности капитала материального потока, позволяющий максимизировать отдачу от вложенных в запасы средств. Эмпирические исследования на выборке из 58 торговых компаний показали, что такой подход может повысить рентабельность в несколько раз.
Статья недели:
ФОТО НЕДЕЛИ

ЦИТАТЫ
 |
 |
 |
 |
 |
 |
 |
|
|
Совершенствование процесса управления обещаниями в цепях поставок
Виталий Солодовников6 / 2018 | УПРАВЛЕНИЕ ЦЕПЯМИ ПОСТАВОК
В статье представлены результаты развития процесса управления обещаниями в цепях поставок металлургических предприятий. Рассмотрен практический пример внедрения предложенного процесса в компании Trinecke Zelezarny.
Ключевые слова. Управление обещаниями в цепях поставок, SCOR, GSCF, Захман, металлургия.
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА УПРАВЛЕНИЯ ОБЕЩАНИЯМИ В ЦЕПЯХ ПОСТАВОК
Виталий Солодовников, к.т.н. доцент кафедры управления цепями поставок, НИУ ВШЭ, директор по развитию бизнеса, Россия и СНГ, ЛОГИС (г. Френштат под Радгоштем, Чешская Республика – Москва, Россия)
АННОТАЦИЯ. В статье представлены результаты развития процесса управления обещаниями в цепях поставок металлургических предприятий. Рассмотрен практический пример внедрения предложенного процесса в компании Trinecke Zelezarny.
КЛЮЧЕВЫЕ СЛОВА. Управление обещаниями в цепях поставок, SCOR, GSCF, Захман, металлургия.
ANNOTATION. The article presents the results of improving the order promising process in the supply chains of metallurgical enterprises. A practical example of implementation of the proposed process in the company Trinecke Zelezarny is analyzed.
KEY WORDS. Order promising in Supply Chains, SCOR, GSCF, Zachman, metals.
Введение
Данная статья является продолжением цикла публикаций, посвященных созданию отраслевой практической методологии интегрированного планирования цепей поставок промышленных предприятий (на примере комплексов черной металлургии) [7–9].
В настоящей работе исследуется один из ключевых процессов интегрированного планирования цепей поставок [3] – процесс управления обещаниями, который оказывает существенное влияние на точность выполнения заказов, соответственно влияет на качество клиентского сервиса и конкурентоспособность компаний.
Место процесса управления обещания в интегрированном планировании
У каждого металлургического предприятия взаимодействие процессных моделей интегрированного планирования может иметь свои особенности. Тем не менее исследование опыта ведущих металлургических предприятий позволило автору систематизировать и формализовать обобщенную схему интегрированного планирования цепей поставок промышленных предприятий (рис. 1).
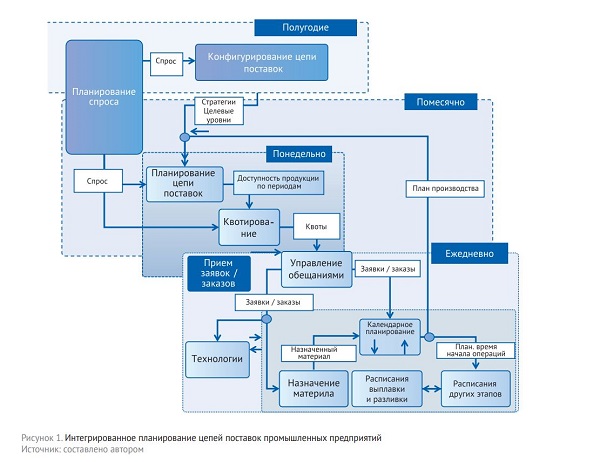
Для металлургических предприятий прогноз спроса обычно строится на стратегическом (модель рынка) и тактическом уровнях (прогноз продаж компании). На оперативном уровне, как правило, предприятия уже оперируют непосредственно заказами клиентов. Российские металлургические компании имеют опыт календарного планирования прогнозных заказов. Это делается в случае отсутствия достаточного объема фактических заказов на оперативном горизонте планирования. Прогнозные заказы (как правило, в начале планируемого месяца) позволяют составить предварительный план кампаний / монтажностей для ключевых станов.
Процесс конфигурирования цепи поставок определяет основные стратегии / политики руководства, а также целевые уровни ключевых показателей эффективности, которые должны быть реализованы на тактическом уровне в рамках планирования цепи поставок.
Оптимальный сортамент по периодам передается из процесса планирования цепи поставок на вход процесса квотирования для детального распределения полученных объемов по структуре сбыта. План по квотам учитывает одновременно бизнес-цели предприятия и возможности производства и задает желаемый профиль заказов на заданный горизонт планирования.
Следует отметить, что российские металлургические компании могут объединять в какой-то мере процесс планирования цепи поставок и квотирование. В зарубежных компаниях обычно квотирование выделяется в отдельный процесс и для него внедряется соответствующая информационная поддержка.
Процесс планирования цепи поставок и квотирования осуществляются помесячно и в некоторых случаях понедельно / подекадно. Российские компании («Северсталь», ММК, ОМК, «Мечел») в основном используют помесячное обновление планов цепи поставок. Ведущие зарубежные компании обычно планируют как помесячно, так и понедельно / подекадно.
План по квотам является важной исходной информацией для ежедневного процесса управления обещаниями. В рамках проверки поступающих заявок клиентов в первую очередь осуществляется их сопоставление с квотами. Это позволяет грамотно резервировать мощности цепи поставок под ключевых клиентов и маржинальные заказы.
По мере приемки заказов-спецификаций от клиентов неизбежно возникают ситуации, когда часть запланированных квот не востребована, другая же часть квот, напротив, востребована больше запланированного уровня. Каждую неделю планировщик должен принимать решения о необходимости внесения изменений в процессе приемки заказов. К примеру, если клиент запрашивает больше своего заявленного объема и существует объем этого же продукта, не востребованный другим клиентом, то вмешательство, скорее всего, не потребуется, так как совокупный объем по квоте на этот продукт не превышен. В ситуации, когда на заданную неделю приходит недостаточно заказов-спецификаций от клиентов, возможно подтянуть заказы со следующих недель, давая возможность сбыту реализовать невостребованные квоты в будущем. Основная цель процесса квотирования – максимально точно заполнить квоты фактическими заказами-спецификациями, при этом предоставляя сбыту максимальную гибкость и практичность в работе с клиентами.
После подтверждения квоты служба сбыта компании в рамках процесса управления обещаниями проводит оценку возможности производства продукции в заданные сроки.
Для многих компаний распространенным способом определения даты исполнения заказа является использование статистики и в некоторых случаях проверка загрузки узких мест цепи поставок. Данный подход хорошо работает в случае стабильного спроса и низкой вариативности заказов. Однако в современных условиях разница между статистическими оценками длительности производства и фактически возможными является недопустимой. Качество клиентского сервиса ухудшается в значительной степени из-за некорректной первоначальной даты обещания исполнения заказа.
В связи с этим представляется целесообразным разработка усовершенствованного процесса управления обещаниями на основе актуальной модели логистической цепи.
В следующем подразделе приводится детализация процессной модели управления обещаниями с использованием элементов модернизированной модели построения архитектуры предприятия Захмана. Каждому процессу приводится определение в виде ответов на вопросы: зачем, когда, что, как, кто? Под каждым из вопросов подразумевается следующее:
■ зачем – зависимая от данного процесса цель;
■ когда – временные характеристики процесса;
■ что – данные;
■ как – способ проведения процесса;
■ кто – организационная единица.
Первая версия модели Захмана была представлена в конце восьмидесятых. Она достаточно известна среди профессионалов. Также основные идеи этой модели в той или иной степени были использованы в других моделях построения архитектуры предприятия. Именно это предопределило выбор в пользу этой концепции.
Развитие процесса управления обещаниями
Зачем: предоставления клиентам реалистичных дат выполнения заказов.
Когда:
■ горизонт планирования: согласно портфелю заявок / заказов клиентов;
■ интервал планирования: недели, декады, месяцы;
■ периодичность перепланирования: по мере поступления заявок / заказов клиентов.
Что:
■ Вход: портфель заявок / заказов клиентов; квоты в разрезе структуры продаж; модель цепи поставок.
■ Выход: принятые заказы соответствуют квотам и имеют реалистичную дату выполнения.
Как: процесс управление обещаниями.
Кто: маркетинг / сбыт.
Процесс управления обещаниями в металлургии соотносится с рядом шагов процесса «Выполнения заказов» модели GSCF [2, 10, 11] отмечены на рис. 2 серым цветом.
Как видно из рис. 2, данное описание носит укрупненный характер, и оно не может быть в полной мере применено на практике к особенностям промышленных предприятий без предварительной адаптации.
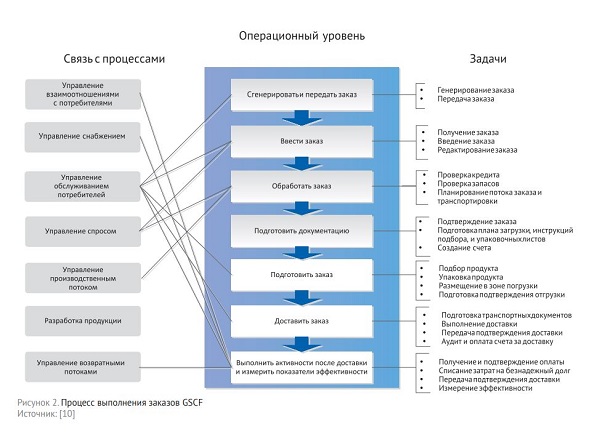
Вместе с тем процесс управления обещаниями в металлургии объединяет в себе ряд процессов модели SCOR [1, 5, 6, 12]: sD1.2 «Получение, ввод и проверка заказа», sD2.2 «Получение, конфигурирование, ввод и проверка заказа», sD1.3/sD2.3 «Резервирование запасов и определение даты доставки», sD3.3 «Ввод заказа, выделение ресурсов, запуск программы». Однако и здесь не в полной мере раскрыт потенциал процесса управления обещаниями. В связи с этим предлагается доработка этих процессов с учетом практики управления обещаниями в металлургической отрасли (рис. 3).
Ключевое отличие от классического подхода обещания даты отгрузки на основании концепции Available To Promise или даже Capable To Promise заключается в использовании полноценной актуальной модели цепи поставок для расчета возможной даты отгрузки. Выполнимость запрашиваемой даты заявки подтверждается в специальном процессе, который воспроизводит полный цикл оперативного планирования цепи поставок. Оцениваемые заявки планируют совместно с уже подтвержденными заказами, используя наиболее актуальный план цепи поставок. Доступность свободного материала и ограничения участка выплавки также учитываются в процессе детального подтверждения.
Напомним, что концепция Available To Promise учитывает доступные материалы и предполагает бесконечные производственные мощности. Capable To Promise учитывает как материалы, так и мощности. Однако мощности в модели Capable To Promise обычно представлены только узкими местами цепи поставок в виде, к примеру, доступных машино-часов, и они не учитывают всей реальной сложности материальных потоков в цепи поставок. Узкими местами могут быть прокат, покрытие или другие участки цепи поставок.
В связи со значительным упрощением, принятым в этих двух концепциях, страдает точность даты обещания. Стремительное развитие информационных технологий позволило предложить усовершенствованный подход (рис. 3), отличающийся большей точностью.

Результаты внедрения в компании Trinecke Zelezarny
К середине 2000-х годов компания Trinecke Zelezarny (TZ) столкнулась с беспрецедентной для себя ситуацией, связанной с возрастанием конкурентного давления, глобализацией, консолидацией в отрасли, повышением требований заказчиков к скорости и гибкости доставки, ограничением ресурсов, требованиями акционеров по повышению стоимости компании и другими факторами.
Для обеспечения высокой конкурентоспособности TZ инициировала ряд проектов стратегических изменений во всех важных областях жизни компании. Эти изменения затрагивали партнерские отношения компании, технологию, кадры и управление в целом. Самым крупным проектом в области управления стало внедрение автоматизированной системы планирования цепей поставок (АСП ЦП). Перед проектом ставилась цель не только в достижении высокой производственной эффективности (минимизация НЗП, точное определение сроков потребности материалов, повышение загрузки оборудования, высокая производительность, сокращение цикла производства), но также и достижении высокого качества клиентского сервиса (повышение дисциплины отгрузки, гибкое реагирование на запросы заказчиков, сокращение сроков поставок, информационный сервис).
Выполнение заказа на металлургическом предприятии – это комплексный процесс. На его ход оказывает влияние большое количество самых разнообразных изменяющихся во времени факторов. Существующие на момент начала проекта инструменты не предоставляли возможности учета этих факторов. Это приводило к ситуации, когда решения принимались без достаточной степени обоснования и без просчета возможных последствий. Реализация проекта внедрения АСП ЦП была нацелена на решение в том числе этих задач.
Цели проекта вместе с ключевыми требованиями к решению были определены уже на коммерческом этапе. Ключевые функциональные требования были детально проработаны для каждой области внедряемого решения: планирование металлургического производства, назначение материалов, составление расписаний сталеплавильного цеха, управление процессом планирования и интеграции решения с имеющейся информационной системой предприятия TZ. С одной стороны, при проектировании решения компания LOGIS (поставщик решения) ориентировалась на так называемые лучшие практики в металлургии. С другой стороны, представители заказчика выдвинули свои требования по целевому решению, основываясь на глубоких знаниях существующих процессов, проблемных областей и собственного видения возможностей АСП ЦП. Подробная проработка масштаба проекта позволила его команде разбить общий план на отдельные этапы, благодаря чему упростился процесс мониторинга реализации решения в рамках процедур управления проектом.
Внедрение АСП ЦП было разбито на 5 этапов.
Этап 1. Подготовительный этап, главной целью которого было детальное определение масштаба решения и уточнение плана внедрения.
Этап 2. Целью второго этапа было создание базовой модели планирования выбранного производственного блока.
Этап 3. В рамках третьего этапа осуществлялись тестирование и отладка двух важных этапов цикла планирования: назначение материала и планирование производства на реальных данных компании для подтвержденных заказов.
Этап 4. В рамках четвертого этапа был отлажен уже полный цикл планирования с подтвержденными заказами и оценкой новых заявок клиентов. Был реализован так называемый внутренний замкнутый цикл планирования (настроена связь с результатами предыдущего этапа планирования). Также были изменены сами процессы планирования с учетом внедрения АСП ЦП.
Этап 5. Пятый этап реализовывался параллельно с другими. В его рамках выполнялось внедрение модуля составления расписаний сталеплавильного цеха.
Повышение эффективности процесса обещания заказов
В старом процессе проверку новых клиентских заявок осуществляли плановики финальных прокатных станов, и от их опыта и ответственности зависело качество прогноза выполнения заявки.
Были также и другие причины низкого качества обещания сроков выполнения заказов клиентов. Прежде всего ограничения существующего в прошлом процесса и низкий уровень его поддержки информационными системами. Проверка новой заявки осуществлялась в рамках так называемого жизненного цикла заказа. Проверка начиналась после окончания подбора соответствующей технологии изготовления в SAP работником технологической службы. Он устанавливал только срок производства на прокатных станах путем оценки уровня наполнения объемов производственных кампаний в утвержденной программе проката. Эта программа определяла порядок и объем отдельных кампаний в соответствии с планом сбыта.
Срок проката просчитывался от требуемой даты отгрузки с использованием длительности технологических циклов для данного типа изделия, которая не была достаточно точной. Ситуацию пытался исправить планировщик, который в ручном режиме на основании экспертных оценок корректировал длительность производственного цикла.
Планировщики финальных прокатных станов также осуществляли проверку (на основании экспертных оценок) по новым заказам на предмет отсутствия нарушения ограничений сталеплавильного цеха. С достаточной точностью план производства определялся на горизонте максимум 1 неделя. За этим горизонтом план производства в сталеплавильном цеху рассчитывался очень грубо. Только для производимых в небольшом объеме сталей и специальных марок стали осуществлялась более детальная оценка возможности их производства. Однако точность прогнозов была недостаточной и очень многое зависело от опыта работников, которые их составляли.
Желание планировщика прокатного стана любой ценой выполнить заказ клиента приводило к их принятию без тщательной оценки реалистичности сроков сдачи. Вследствие этого планировщик зачастую принимал на себя ответственность за своевременное выполнение заказа, не имея при этом возможности оценить возможность его выполнения и влияние приема этого заказа на остальные подтвержденные заказы.
Описанный подход к обещанию заказов был вполне приемлемым и обеспечивал дисциплину отгрузки в 70–80% при точности обещания в 1 месяц, что являлось стандартом для большинства металлургических предприятий. Однако новые стратегические заказчики компании, прежде всего из автомобильной отрасли, имели абсолютно иные представления о требуемом уровне клиентского сервиса.
После внедрения АСП ЦП был принят комплексный процесс проверки новых заявок. Его цель – предоставление реалистичных сроков выполнения заказов. Реалистичность достигается за счет учета производственной ситуации и ограничений по данному заказу по всему потоку материала от сталеплавильного цеха, проката до финализации. Вместе с тем только качественных проверок новых заявок было бы недостаточно для существен ного повышения уровня клиентского сервиса. Обеспечение отгрузки заказа в срок является главной целью не только всех участников процесса планирования, но и работников в цехах, ответственных за выполнение плана. Продвижению ключевых стратегий компании в значительной мере способствовала разработка системы мотивации для сотрудников.
Наиболее явным изменением процесса планирования при внедрении АСП ЦП является переход от планирования объемов к планированию заказов. Раньше главной целью в цехах было производство общего заданного планового объема на стане без привязки к заказам. После внедрения АСП ЦП главной целью является производство на стане конкретных заказов в соответствии с установленным планом, который оптимизируется с учетом глобальных целей всей компании. Были некоторые опасения, что новая система управления приведет к снижению объемов месячного производства, но в реальности в некоторых случаях даже удалось увеличить его объемы.
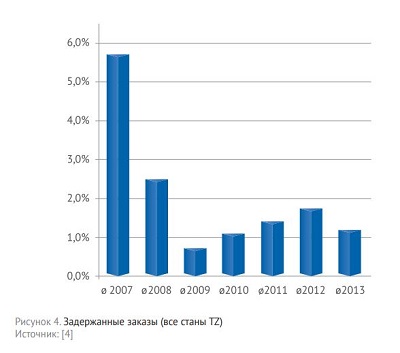 Как было уже отмечено выше, стремление к достижению высокого качества клиентского сервиса было одним из главных факторов при принятии решения о внедрении АСП ЦП. Именно поэтому при внедрении АСП ЦП и ее стабилизации особое внимание уделялось высокой дисциплине отгрузки. В связи с этим результаты внедрения новой системы планирования в этой области наиболее примечательны (рис. 4).
Как было уже отмечено выше, стремление к достижению высокого качества клиентского сервиса было одним из главных факторов при принятии решения о внедрении АСП ЦП. Именно поэтому при внедрении АСП ЦП и ее стабилизации особое внимание уделялось высокой дисциплине отгрузки. В связи с этим результаты внедрения новой системы планирования в этой области наиболее примечательны (рис. 4).
Основные принципы достижения высокой дисциплины отгрузки можно сформулировать в нескольких пунктах.
1. Оценка всех заявок клиентов в системе планирования. Каждая новая заявка клиента должна просчитываться в системе планирования для учета актуального состояния производства. Это касается также заказов, в спецификацию которых клиент внес существенные изменения. В ходе анализа должны учитываться резервы производственных мощностей по уже подтвержденным заказам, чтобы гарантировать обещанные сроки их отгрузки.
2. Подтверждение исключительно на основе анализа. Подтверждение новых или измененных заказов должно осуществляться на основе результатов расчета в системе планирования.
3. Мониторинг дисциплины отгрузки при планировании. Любые изменения в плане должны оцениваться с точки зрения их влияние на дисциплину отгрузки.
4. Соблюдение плана в производстве. Необходимо строго придерживаться утвержденного плана производства. В случае отклонения факта от плана сотрудники должны активно участвовать в решении возникших проблем.
Заключение
Беспрецедентные результаты по уровню дисциплины отгрузок, достигнутые в TZ благодаря применению усовершенствованного процесса обещания заказов и описанных в статье принципов, подтверждают эффективность предлагаемого подхода и рекомендованы для внедрения на предприятиях рассматриваемого класса.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Дыбская В.В., Сергеев В.И. Логистика. В 2 ч. Часть 2: учебник для бакалавриата и магистратуры / под общей и науч. ред. В.И. Сергеева. – М.: Юрайт, 2016. – 341с.
2. Иванов Д.А. Управление цепями поставок. – СПб.: Издательство политехнического университета, 2009. – 660 с.
3. Пузанова И.А. Интегрированное планирование цепей поставок. – М.: Юрайт, 2014. – 320 с.
4. Конвичка Д., Солодовников В.В. Непрерывные улучшения в Trinecke Zelezarny при поддержке APS системы // Логистика. – 2018. – № 1. – С. 12–17.
5. Сергеев В.И. Рекомендуемая модель операций в цепях поставок – SCOR-модель // Логистика и управление цепями поставок. – 2005. – № 1. – С. 56–71; № 2. – С. 64–75.
6. Сергеев В.И. Управление цепями поставок: учебник. – М.: Юрайт, 2015. – 480 с.
7. Солодовников В.В. Особенности планирования цепей поставок предприятий черной металлургии // Логистика и управление цепями поставок. – 2016. – № 2 (73). – С. 35–44.
8. Солодовников В.В. Развитие методологии планирования цепей поставок для металлургической отрасли // Логистика и управление цепями поставок. – 2016. – № 5 (76).
9. Солодовников В.В. Совершенствование процесса оперативного планирования цепей поставок металлургических предприятий // Логистика и управление цепями поставок. – 2018. – № 1 (84). – С. 86–95.
10. Lamber t D.M. Supply Chain M a n a g e m e n t : P r o c e s s e s , Partnerships, Performance, 4th Edition. – Ponte Vedra Beach, FL: Supply Chain Management Institute, 2014. – 463 p.
11. Stadtler H. , Kilger Ch. Supply Chain Management and Advanced P l a n n i n g . T h i r d E d i t i o n . – Berlin:Springer, 2004. – 512 p.
12. Supply Chain Operations Reference Model v 10.0. – SCC, 2010. – 856 p.
Адрес редакции: 125167, г. Москва,
Ленинградский пр-т, д. 39, стр. 14,
БЦ "Горбачев Фонд", этаж 5, офис 500В.
Тел.: +7 (495) 788-16-96, +7 (495) 945-38-20
Е-mail: info@mg-agency.com
 |
Полное или частичное воспроизведение или размножение каким-либо
способом материалов допускается только с письменного
разрешения Издателя. разработка сайта
alexeydoronin.com